|
||||
|
|
Глава 11. Работа со стальюПри устройстве кровли часто приходится выполнять жестяные работы, к которым относятся паяние, холодная клепка и изготовление инвентаря из жести. Об этих видах работ и пойдет речь далее. Холодная клепкаКлепка необходима для более прочного сращивания деталей. Клепку применяют при изготовлении желобов и инвентаря, прикреплении зонтов над отверстиями вентиляционных и дымовых труб и т. д. Клепку проводят с помощью заклепок, изготовленных из мягкого металла (медь, алюминий) и представляющих собой стержень цилиндрической формы с закладной головкой на конце. При расклепке стержня заклепки получают замыкающую головку. Для кровельных работ берут заклепки, диаметр которых в 2 раза больше толщины одной из сращиваемых деталей, а длина равна толщине обеих деталей плюс 3–5 мм для образования головки. Длину выступающего конца заклепки выбирают в зависимости от формы замыкающей головки. При полукруглой форме головки длина выступающего конца должна составлять 1,5 диаметра стержня. Если головка плоская, длина выступающего конца стержня должна составлять примерно 1,1 стержневого диаметра. Клепка может быть обычной или потайной. При обычной клепке головки заклепок находятся над поверхностью деталей, а при потайной расплющиваются заподлицо с поверхностью сращиваемых деталей. Если соединяют детали из кровельной стали с деталями из сортовой стали, то обычно используют заклепки диаметром 2,5–3 мм, располагая закладные головки на стороне тонкой детали. Обычно детали сращивают одним заклепочным швом, а иногда и 2. Заклепки располагают на расстоянии 3 см друг от друга и на расстоянии 1,5 длины стержня от кромки деталей. Для заклепок в деталях делают отверстия больше диаметра стержня заклепки на 1/4. При сращивании деталей влетай, т. е. клепку делают заподлицо с поверхностью деталей, отверстия для клепки зенкуют (придают отверстию форму усеченного конуса) на глубину, равную высоте головки, под углом 60–80°. Инструменты для клепки деталейПоддержкаПрименяется для установки закладной головки. Для этого поверхность инструмента, которая при работе соприкасается с головкой, имеет углубление в форме головки. МолотокБерется молоток массой 3 кг. Используется при вбивании заклепок в отверстие. ОсадкаНеобходима для уплотнения сращиваемых деталей. ОбжимкаИспользуется для доводки (окончательного формирования) замыкающей головки. Описание процесса клепкиСращивание деталей начинают с установки ориентировочных клепок на концах заклепочного ряда и через определенные промежутки между ними. Клепка выполняется в таком порядке: подгон сращиваемых деталей; разметка отверстий для заклепок; просверливание отверстий; укладка заклепки; осадка сращиваемых деталей для плотного их прилегания друг к другу и замыкающей головке; доводка замыкающей головки с помощью обжимки. ПаяниеДля получения плотного и водонепроницаемого шва применяют паяние – скрепление металлических деталей расплавленным припоем. Припоем называются оловянно-свинцовые сплавы, которые легко поддаются плавке. При паянии расплавленный припой помещают в промежуток между предварительно разогретыми паяльником деталями. Припой заполняет поры основного металла и образует плотный шов. Для кровельных работ берут мягкие припои, температура плавления которых не более 300 °C. С кромок сращиваемых деталей перед паянием удаляют ржавчину, грязь, шлифуют их, чтобы не было заусенцев и неровностей. После этого лудят (покрывают тонким слоем олова) участки спаивания, шлифуют и лудят жало паяльника. Детали кладут на ровную деревянную поверхность (брусок). После подгонки кромок деталей в промежуток между ними с помощью кисточки или тонкой палочки вводят хлористый цинк (соляную кислоту). В том случае, если шов большой, его в нескольких местах припаивают. Жало паяльника с припоем ставят в начале шва и по мере попадания припоя в промежуток между деталями шов в этом месте прижимают деревянным бруском, а паяльник перемещают на новое место и т. д. Количество припоя на жале время от времени пополняют. Сращиваемые детали во время пайки слегка наклоняют в сторону перемещения паяльника. Прижим с кромок деталей снимают только после того, как припой затвердеет, а спаянный шов станет матово-серым. Шов затем промывают под струей воды или протирают тампоном, смоченным в содовом растворе, и сушат ветошью. Паяние параллельно с клепкой применяют при изготовлении инвентаря, воротников для труб и т. д. Изготовление инвентаря для кровельных работПри выполнении кровельных работ используют ведро цилиндрической формы, ведро конической формы и бидон, правила изготовления которых приведены ниже. Изготовление цилиндрического ведраВедро цилиндрической формы состоит из таких элементов: днище, обечайка, ободок, ушки, дужка, заклепки (рис. 77). 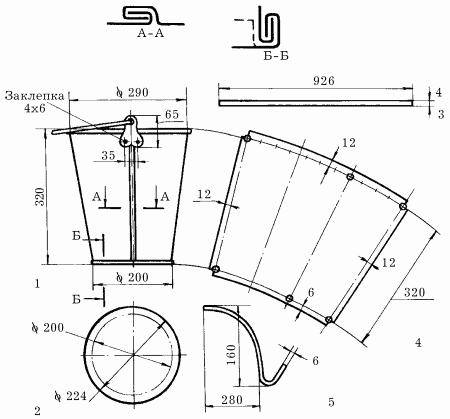 Рис. 77. Цилиндрическое ведро: 1 – общий вид ведра; 2 – заготовка днища ведра; 3 – проволочный ободок в развернутом виде; 4 – половина обечайки; 5 – дужка ведра. Для изготовления обечайки берут листовую сталь толщиной 1 мм и отмечают на ней размеры обечайки (высоту и длину, равную длине окружности днища плюс припуск 12 мм на швы, соединяющие кромки обечайки и обечайку с днищем, и на закатку ободка). Проволоку для ободка берут диаметром 4 мм. Ушки прикрепляют к обечайке с помощью заклепок сечением 6 х 4 мм. Для дужки используют проволоку диаметром 6 мм и вставляют ее в ушки. При скреплении деталей все фальцы для более прочного соединения смазывают суриковой замазкой. Изготовление конического ведраКак и цилиндрическое, коническое ведро состоит из обечайки, ободка, днища, ушек и заклепок (рис. 78). 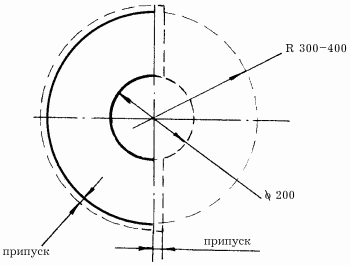 Рис. 78. Изготовление конического ведра. Чтобы сделать коническое ведро, берут листовую сталь толщиной 0,65–0,7 мм и размечают на ней выкройку ведра. Чертят круг диаметром 30–40 см, затем чертят второй круг диаметром 20 см внутри первого. Круги должны иметь один центр. Затем их делят пополам и откладывают припуски для спайки бокового шва и для проволочного ободка. После этого вырезают половинку большого круга, а также входящую в нее половину маленького круга. Спаивают боковые кромки. Измерив диаметр маленького отверстия, чертят на листовой стали круг диаметром, равном диаметру этого отверстия, и вырезают его. Таким образом получают днище конического ведра. Днище припаивают к нижним кромкам обечайки. Затем закатывают проволочный ободок, придав ему сначала форму кольца, и забортовывают его с помощью молотка; вырезают из более толстой стали (1–1,2 мм) ушки и заклепками приклепывают их к верхней части обечайки. Проволочную дужку вставляют в ушки. Изготовление бидонаБидон состоит из обечайки, конуса, днища, горловины, ободка, верхней части крышки, обечайки крышки и ручки. Для изготовления бидона берут сталь толщиной 0,8–0,9 мм. Делают его делают выкройке, изображенной на рисунке 79. 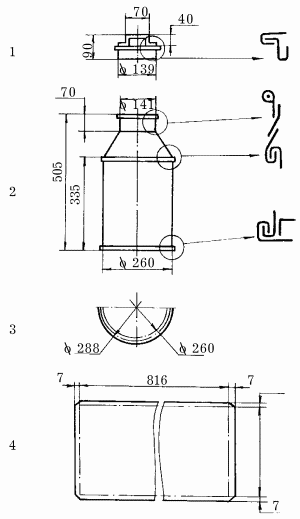 Рис. 79. Бидон: 1 – крышка бидона; 2 – вид сбоку; 3 – половина выкройки днища видона; 4 – выкройка конуса. 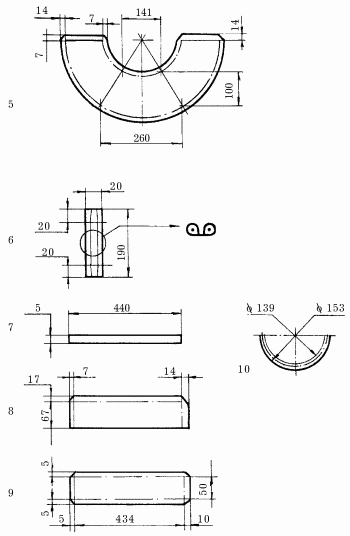 Рис. 79. Бидон: (продолжение) 5 – выкройка обечайки бидона; 6 – ободок из проволоки; 7 – выкройка горловины; 8 – выкройка ручки; 9 – выкройка обечайки карышки; 10 – половина выкройки верха крышки. На выкройке даны припуски для фальцевых сращений. Детали круглой и конической формы делают вручную или на вальцовке. Днище бидона делают с упором. Крышка должна плотно сидеть в горловине, поэтому соединительные фальцы делают один внутрь, а другой выводят наружу. Чтобы ручка была более крепкой, ее снабжают проволочными ободками и приклепывают к верхней части крышки. Соединение криволинейных элементовРассмотреть соединение криволинейных элементов можно на примере переходного колена между воронкой и водосточной трубой, которое состоит из 3 звеньев. Перед тем как приступить к заготовке звеньев, на стальном листе делается шаблон переходной кривой по размерам косого среза звена. Затем на одном листе по шаблону с учетом припусков на фальцевое соединение размечаются все 3 заготовки (рис. 80). Вырезанные заготовки выкатывают и соединяют одинарными лежачими фальцами. Готовые звенья соединяют фальцовкой (рис. 81). 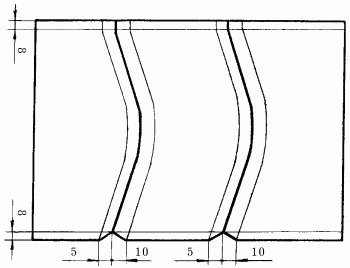 Рис. 80. Раскрой звеньев с использованием шаблона переходной кривой. 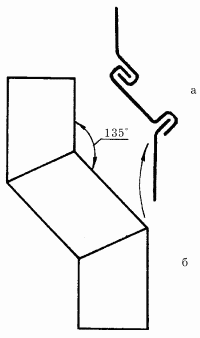 Рис. 81. Соединие звеньев переходного колена: а – общий вид; б – сечение фальцев. Остановимся поподробнее на операциях, проводимых при изготовлении переходного колена. На внутренней поверхности звена в местах, предназначенных для соединения, наносятся риски. Звено кладут на наковальню, совмещая риску с его ребром, и короткими ударами носика молотка по кругу отгибают кромку на 10–15°. Операцию повторяют до тех пор, пока отгиб не составит сначала 60° (рис. 82), а затем 120°. Потом сваливают бортик и осуществляют его усадку (рис. 83). Для соединения звеньев между собой на нижнем и верхнем звеньях отбортовывают кромку шириной 5 мм и вставляют ее в углубленние, образованное бортиком на среднем звене и фальцуют шов (рис. 84). 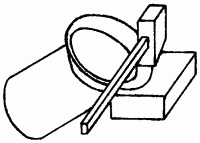 Рис. 82. Отбортовка кромки звена на 60°. 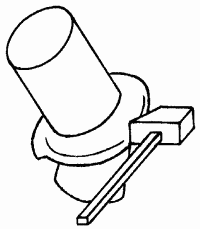 Рис. 83. Сваливание бортика. 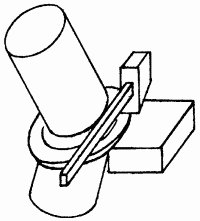 Рис. 84. Соединение звеньев в колене. Заготовка элементов покрытий парапетов, брандмауэрных стен и фартуковЧтобы уберечь парапет от воздействия атмосферных осадков, используется стальное покрытие, имеющее по краям капельники, а при высоте парапета до 50 мм устраивают еще и фартук (рис. 85). 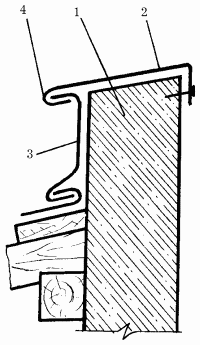 Рис. 85. Покрытие парапета: 1 – парапет; 2 – стальное покрытие; 3 – фартук; 4 – капельник. Стальное покрытие крепится т-образными костылями, которые прибиваются к брускам через каждые 600–700 мм. Для усиления жесткости покрытия к брускам прибивают дополнительно крючья из полосовой стали длиной 420 мм и шириной 30–40 мм. Соединение брандмауэра со стальным кровельным покрытием осуществляется с помощью выдры, для чего отогнутый на 60–80 мм край кровельного листа вводится в борозду, оставленную во время кирпичной кладки, на полную ее глубину (60 мм). В зависимости от климатических условий брандмауэр покрывается кровельной сталью либо только сверху, либо сверху и с боков (рис. 86). 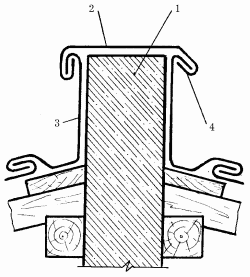 Рис. 86. Покрытие брандмауэра: 1 – брандмауэр; 2 – стальное покрытие; 3 – фартук; 4 – капельник. Кровельные листы для покрытия парапетов и брандмауэров размечают в строгом соответствии с заданными размерами, разрезают в продольном направлении и соединяют в двойные картины одинарными лежачими фальцами с подсечкой. Фартуки делают из стальных листов, разрезанных в продольном направлении. Выполнение воротников вокруг дымовых труб, покрытий слуховых окон, колпаков и зонтов над трубамиИзготовление воротника начинают с тщательной разметки кровельного листа по заданным размерам. Разрезанные заготовки гнут так, чтобы в результате детали верхней и нижней частей боковых фартуков получились парными: 2 левые и 2 правые (рис. 87). 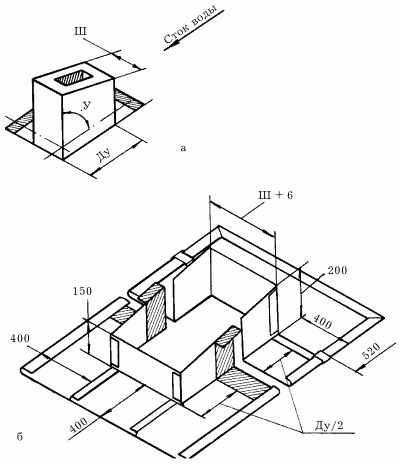 Рис. 87. Заготовление воротника дымовой трубы: а – общий вид дымовой трубы; б – детали воротника, подготовленные к укладке; Ду – длина дымовой трубы по уклону; Ш – ширина дымовой трубы; У – угол между стенкой трубы и скатом крыши. Половины воротника соединяют одинарными фальцами и пропаиваются третником. Вместо фальцевых соединений можно сделать отгибы, направленные по стоку воды, которые сначала заклепывают (2–3 заклепки диаметром 2–3 мм), а затем запаивают. Слуховое окно, в зависимости от его размера, покрывают 1 или 2 картинами. Перед изготовлением картин необходимо провести замеры обрешетки, чтобы установить: – диаметр основания окна; – длину полуконуса по уклону; – длину полуконуса по коньку. По полученным размерам составляют чертеж окна (вид спереди и сбоку), по которому с учетом припусков на свес и фальцы раскраивают кровельный лист и заготавливают 2 картины. Воротник слухового окна состоит из 3 фартуков: 2 боковых и 1 переднего (рис. 88). 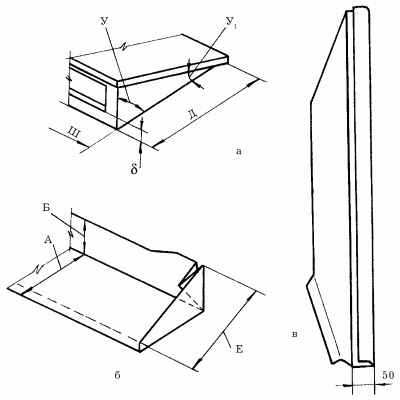 Рис. 88. Воротник слухового окна: а – общий вид окна; б – передний фартук; в – боковой фартук; А – ширина фартука; Б – ширина нижней оконной обвязки; Д – длина боковой стенки окна по скату; Ш – ширина окна; У – угол между передней стенкой окна. Заготавливают их по заданным размерам на верстаке с использованием бруса-оправки и киянки. На переднем фартуке сначала отгибают короткие боковые отвороты, а затем длинный, расположенный между ними. На боковом фартуке сначала отгибают долевую кромку, а затем край, укладываемый на обрешетку. Короткую узкую кромку сваливают на плоскость, а длинную отгибают под прямым углом. Колпак, защищающий оголовок дымовой или вентиляционной трубы, состоит из 4 боковин и крышки (рис. 89). 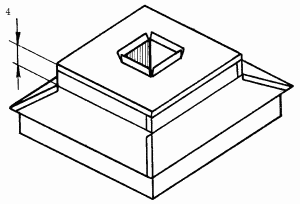 Рис. 89. Колпак для дымовой или вентиляционной трубы. Заготовки по шаблонам вырезают из листовой стали. В боковинах отгибают капельники, верхние прямоугольные ободки и кромки для фальцевого соединения, а в крышке прорезают отверстие по размеру дымохода и отгибают внутренние бортики. После этого крышку соединяют с боковинами угловыми фальцами. Зонты защищают дымовые каналы от попадания в них атмосферной влаги. В зависимости от формы зонты бывают коническими или пирамидальными. Для изготовления конических зонтов используют кровельная сталь толщиной 1–1,5 мм, а для пирамидальных – в 2 раза тоньше. Для выполнения развертки конического зонта (рис. 90) необходимо начертить окружность нужного диаметра, провести из ее центра 2 радиуса так, чтобы угол между ними составил 35°, сделать припуск на нахлестку и вырезать заготовку. Затем края заготовки соединяют и закрепляют 3–4 заклепками, с наружной стороны к зонту также заклепками прикрепляют 3 стойки. 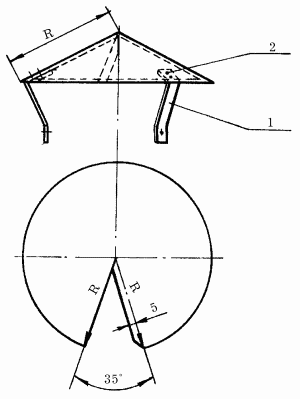 Рис. 90. Заготовка для конического зонта: 1 – стойка; 2 – заклепка. Для выполнения развертки пирамидального зонта (рис. 91) чертят квадрат заданного размера, противоположные углы соединяют диагоналями, образуя 4 треугольника, одну из сторон треугольника разрезают, по линии разреза заготовка раздвигают на угол 25°, делают припуски на подгиб и на фальцевое соединение. 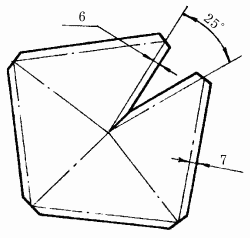 Рис. 91. Заготовка для пирамидального конуса. Готовую заготовку слегка прогибают по сторонам треугольников и соединяют замыкающим фальцем. К внешней стороне зонта крепятся 4 стойки. Закатка проволоки и выкатка валиков жесткостиДля придания жесткости кровельным изделиям в них закатывают проволоку. Вдоль кромки стального листа с помощью линейки проводят 2 риски: первую на расстоянии, равном 1/2 диаметра закатываемой проволоки, а вторую на расстоянии, равном 1/3 расстояния до первой риски. Затем совмещают вторую риску с краем верстака и под прямым углом отгибают кромку (рис. 92, а), лист переворачивают и отогнутую кромку загибают внутрь листа еще на 15° (рис. 92, б), переворачивают лист и делают отгиб по первой риске (рис. 92, в), опять переворачивают лист и отгиб кромки доводят до 90° (рис. 92, г), в отгиб закладывают отрезок проволоки (рис. 92, д) и деревянным молотком сваливают кромку (рис. 92, е). 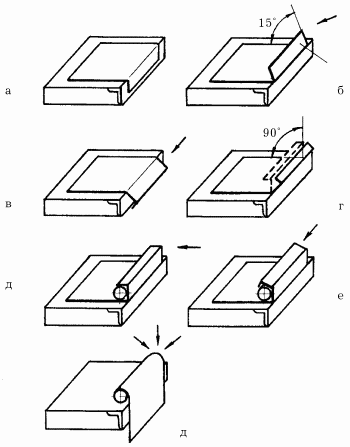 Рис. 92. Закатка проволоки: а – совмещение второй риски с краем верстака; б – загиб кромки на 15°; в – отгиб по первой риске; г – отгиб кромки до 90°; д – заладывание проволоки; е – сваливание кромки; ж – обжимание. В заключение лист устанавливается вертикально и проволока окончательно обжимается со всех сторон (рис. 92, ж). В круглых изделиях сначала отбортовывают кромку заданной ширины на 90°, закладывают в нее проволочное кольцо соответствующего диаметра, на брусе-оправке или наковальне делают прихватку в нескольких местах, сваливают отгиб и укладывают его на кольцо. Изготовление элементов настенных и подвесных желобов и покрытий разжелобковКартины настенных желобов выполняют на верстаке. В двойной картине (рис. 93) короткие стороны листов соединяются между собой двойными лежачими фальцами, расположенными по направлению стока воды. 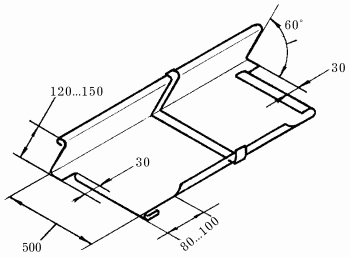 Рис. 93. Двойная картина настенного желоба. На одной длинной стороне картины отгибается кромка для соединения с рядовым покрытием, а на коротких сторонах, отступив от другой длинной стороны 200–250 мм, делают по 1 надрезу глубиной 30 мм и вдоль длинной кромки под углом 60° к плоскости картины отгибают отворотную ленту. Углы кромок под двойные лежачие фальцы обрезают на 45°. Борт желоба отгибается на высоту 120–150 мм в зависимости от годового количества осадков, выпадающих в данной местности. Затем на коротких сторонах картины отгибаются кромки под лежачие фальцы: у картин желобов, расположенных справа от водоприемной воронки, правые отгибы делают вверх, а левые вниз, а у левых картин – наоборот. Подвесные желоба, как правило, бывают полукруглыми, но встречаются и прямоугольные. Изготавливаются они звеньями длиной по 3–4 м. Листы в картине соединяются двойными лежачими фальцами и осаживаются так, чтобы они оказались с наружной стороны желоба. Выгибается готовая картина на специальном приспособлении с помощью киянки. В конце желобов, не соединяющихся с воронками, ставятся заглушки. Изготовление деталей водосточных трубВодосточная труба состоит из: – водоприемной воронки; – прямых звеньев; – колен для обхода выступов на стене; – отмета для отвода воды от стен здания. Основными деталями водоприемной воронки являются ободок, конус и стакан. Для ободка воронки вырезают заготовку, ширина которой равна длине верхней стороны трапециевидной заготовки для конуса, и ее края отгибают для соединения с конусом. Затем заготовку выгибают и соединяют фальцем. На готовом ободке выкатывают 2 валика жесткости и отбортовывают кромка, в которую закатывают проволоку диаметром 14 мм. Для конуса вырезают заготовку в виде трапеции, верхняя сторона которой имеет длину, равную ширине заготовки для стакана, а нижняя равна ширине заготовки для ободка. На заготовке загибают фальцевые кромки и скатывают ее в конус на вальцовке при отклоненном сгибающем вале. Конус соединяется фальцем по своей образующей. Кромки прямоугольной заготовки стакана соединяются и обжимаются. Стакан вставляется в звено трубы. Прямые звенья водосточных труб изготавливаются из стандартных стальных листов, которые разрезаются вдоль или поперек в зависимости от нужного количества звеньев и диаметра водосточной трубы. Чтобы готовые звенья хорошо входили друг в друга, заготовке придается небольшая конусность: одна ее сторона укорачивается на 5–6 мм. Заготовку звена с отогнутыми кромками для фальцевого соединения свертывают вручную на брусе-оправке, стальной трубе или выкатывают на вальцовке. На концах прямых звеньев за зигмашине выкатываются валики, выступающие над поверхностью звена на 7–8 мм. Они одновременно являются ребрами жесткости и ограничителями глубины захода одного звена в другое. Из прямого звена трубы делаются гофрированные колена и сгибаются с помощью пресса или негофрированными из нескольких звеньев трубы. Для изготовления отмета берется гладкое колено, нижний конец которого срезан по косой. Навешивание водосточных трубВодоприемные воронки и водосточные трубы крепятся с помощью карнизных и настенных штырей со скобами. Крепежную полосу карнизного штыря, предназначенного для крепления воронки, подгибают и укорачивают так, чтобы входное отверстие конуса воронки находилось ниже капельника карнизного свеса на 7–10 мм, а валик жесткости стакана воронки опирался на хомут штыря. Верхний настенный штырь крепится чуть ниже верхнего переходного колена, а нижний – чуть выше отмета. При необходимости между ними через равные промежутки устанавливаются дополнительные штыри, которые крепятся на березовых пробках, забитых в отверстия заподлицо со стеной (рис. 94). 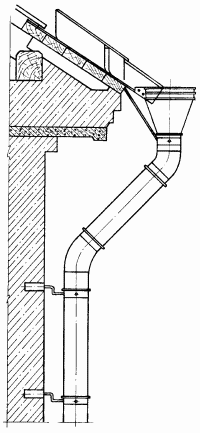 Рис. 94. Навеска водосточной трубы. Художественное оформление водосливовВ предыдущих разделах говорилось о том, как можно изготовить устройства для отвода воды с крыши и от стен дома. Чтобы они не только не портили общий вид дома, но и были его украшением, можно оформить их просечным железом. Работа с просечным железом не требует особых навыков и опыта, поэтому получить из него изделия высокого качества может даже новичок. Для этого понадобится рисунок или орнамент и минимальный набор инструментов: ножницы по металлу, угольник, рейсмус, молоток, линейка и несколько сечек. Рейсмус для жестяных работ делают в виде пластины из закаленной стали. По обеим кромкам инструмент имеет вырезы. Используя рейсмус, прочерчивают разметочные линии, параллельные кромкам листа. Рейсмус может быть раздвижным. С его помощью можно установить необходимое расстояние, ослабив 2 винта и переместив пластину относительно основания. Сечки изготавливают 3 видов: круглые, полукруглые и прямые. Первые делаются из закаленной легированной стальной трубки необходимого диаметра. Рабочая часть их хорошо заточена, а верхняя имеет заглушку для удара по ней молотком. В этих сечках имеется отверстие для удаления из них осколков материала. Сечки выпускаются длиной 150–180 мм. Сечки полукруглой формы делаются с разным поперечным сечением – крутым, отлогим, средним. Рабочая сторона затачивается на ширину 3,5–30 мм. Инструмент можно изготовить и в домашних условиях. Для этого берут обычное зубило и снимают у него рабочую часть. После этого с помощью наждачного круга придают его спинке полукруглую форму, а на краю того же круга выполняют рабочую часть инструмента, которую затем затачивают. В качестве прямых сечек могут служить простые зубила, ширина рабочей кромки которых колеблется от 8 до 30 мм, а угол заострения – 35–40°. Владея навыками термической обработки стали, любой необходимый инструмент, включая и сечки, можно изготовить самостоятельно. Для этого вида работ обычно берут кровельное оцинкованное железо или черное железо. Предпочтение отдают черному железу, потому что после окрашивания, чернения на нем более четко выделяется рисунок. Недостаток этого железа в том, что оно довольно быстро ржавеет, в отличие от оцинкованного железа. Просечной рисунок, выполненный на оцинкованном железе, начинает «играть», если кровля и стены дома окрашены в темные цвета или на фоне кирпичных стен. Перед выполнением работ тщательно подготавливают рабочее место. Для этого выбирают дубовый или буковый чурбак и ставят его на устойчивую скамью. На верхнем торце чурбака и следует просекать железо. Жестянщик усаживается верхом на скамью так, чтобы чурбак находился между ног. С правой стороны на одном уровне с чурбаком устанавливают небольшие козлы, а с левой – стол. Стол нужен для раскладывания инструментов, а козлы – для горизонтального расположения длинных листов просечной резьбы. Чтобы проделать отверстия, предусмотренные заранее заготовленным рисунком, на просекаемой поверхности с помощью линейки, угольника и других инструментов делают разметку, затем лист кладут на чурбак и все отверстия пробивают сечками, ударяя по ним молотком. Наиболее трудные участки следует пробивать полукруглыми сечками. Рисунок у кромок вырезают ножницами по металлу, а внутренний – прямыми сечками. Кроме уже перечисленных инструментов, для пробивания мелких отверстий могут понадобиться чеканы. Отделывают просечное железо путем чернения, то есть оксидирования. Чернение проводят в эмалированной емкости, подогревая раствор. Но имеется некоторая сложность: чернить просечные листы больших размеров довольно трудно. Перед чернением железо подготавливают – удаляют с него окалину и ржавчину в таких растворах (вещества, входящие в их состав, даются в массовых частях): 1. Формалин – 2. Соляная кислота (20 %-ная) – 48. 2. Соляная кислота – 25. Серная кислота – 15. Уротропин – 0,06. Вода – 200. После удаления с железа окалины и ржавчины его тщательно промывают под струей воды и опускают в раствор для чернения, приготовленный по одному из рецептов: 1. Вода – 200. Гипосульфит натрия – 16. Ортофосфорная кислота – 1,4. Хлористый аммоний – 12. Азотная кислота – 0,6. Раствор постепенно доводят до температуры примерно 70 °C и приблизительно на 20 мин помещают в него железо, которое покрывается черной матовой пленкой. Раствор может действовать и при температуре 20 °C. В этом случае изделие держат в нем не менее часа. На изделии появляется матовая черная пленка, но менее прочная, чем при температуре 70 °C. 2. Вода – 200. Нитрат натрия – 35. Едкий натр – 130. Раствор доводят до температуры 135 °C и опускают в него железо на 1,5 ч. Железо в результате этой процедуры покрывается черной блестящей пленкой. 3. Вода – 200. Едкий натр – 300. Нитрат натрия – 6. Раствор доводят до температуры 150 °C и помещают в него изделие не более чем на 10 мин. Изделие покрывается матовой черной пленкой. После чернения изделия промывают горячей водой и сушат на открытом воздухе. Затем на них наносят тонкий слой натуральной олифы. |
|
||
|
Главная | В избранное | Наш E-MAIL | Добавить материал | Нашёл ошибку | Другие сайты | Наверх |
||||
|
|
||||