|
||||
|
|
Глава 12. Сварочные работы при устройстве кровлиПри строительстве домов свыше двух этажей обычно проводятся сварочные работы. Обычно метод сварки применяется при устройстве кровель из меди – очень декоративного материала, которые после монтажа не нуждается в дополнительном поддержании. Также к сварочным работам можно приступать в том случае, если используемый кровельный материал достаточно тяжел. Организация рабочего местаВ зависимости от характера работы сварку можно вести, находясь на одном месте или периодически передвигаясь по рабочей площадке. Поэтому рабочее место сварщика может быть как мобильным, так и постоянным. Независимо от этого существует строго определенный набор необходимых приспособлений и инструментов. Среди них выделяют: источник электропитания, сварочный трансформатор, сварочные провода, держатель электрода, защитный щиток для лица, брезентовая защитная одежда, оградительные щиты, средства пожаротушения, необходимые инструменты, асбестовый лист. Если сварочные работы ведутся в кабине, то стены кабины лучше окрасить в светло-серый цвет. Такой тип окраски способствует лучшему поглощению ультрафиолетовых лучей. Кроме того, в кабине должно быть хорошее освещение и вентиляция. Полы по требованиям противопожарной безопасности должны быть из кирпича, бетона или цемента. Размеры кабины – 2 х 2,5 м. Ее стенки изготавливают из тонкого металла, фанеры, брезента. И фанера, и брезент пропитываются огнестойким составом. Рабочий стол сварщика не должен превышать высоту 0,6–0,7 м. Материал столешницы – толстая листовая сталь. Фибровые маски и щитки защищают глаза и лицо сварщика от вредных излучений. Внутренняя сторона корпусов щитков и масок должна иметь матовую гладкую поверхность черного цвета. Защиту от излучений обеспечивают и темно-зеленые светофильтры (тип С). Если сварочные работы выполняются покрытыми электродами, то лучше выбирать следующие светофильтры: при токе 100 А – светофильтр С5, 200 А – С6, 300 А – С7, 400 А – С8, 500–600 А – С9. Если сварка проводится в двуокиси углерода при токе 50–100 А, то применяют светофильтр С1, 100–150 А – С2, 150–250 А – С3, 250–300 А – С4, 300–400 А – С5. Электродержатели нужны для закрепления электрода и подвода к нему тока при ручной дуговой сварке. Различают электродержатели пассатижного, винтового, пружинного, рычажного и других типов. Электродержатели позволяют закреплять электрод в одном из трех положений: под углом 0, 60, 90° относительно продольной оси рукоятки. Сварочные кабели служат для подвода тока к электродержателю и, соответственно, к изделию от источника питания. Наиболее распространены кабели марок РГД, РГДО, РГДВ. Рекомендуемая длина кабеля – 2–3 м, остальную часть можно заменить кабелями марок КРПНТ и КРПСН. Если длина кабеля превышает 30–40 м, то происходит значительное падение напряжения в сварочной цепи, что, естественно, плохо влияет на качество сварки. При силе тока дуги 200 А площадь сечения кабеля должна быть 40 мм2, 300 А – 70 мм2, 400 А – 120 мм2. Комплекты для сварочных работ включают в себя три разновидности: КИ-50, КИ-315, КИ-125. Кроме того, существуют наборы ЭНИ-300 и ЭНИ-300/1. Они включают в себя следующие инструменты: электродержатель с запасными частями, соединительная муфта, клемма заземления, щетка-зубило, отвертка с диэлектрической ручкой, две диэлектрические ручки, плоскогубцы комбинированные, ключ гаечный разводной, клеймо сварщика, молоток, два защитных светофильтра, стекло покровное для щитка сварщика, отрезок кабеля марки РГД длиной 3 м. Типы электродовПри дуговой сварке плавлением применяют плавящиеся электроды, выполненные из холоднотянутой калиброванной или горячекатаной проволоки диаметром 0,3–12 мм, или порошковой проволоки. В качестве электродов используют также электродные ленты и пластины. Электроды классифицируют по материалу, назначению для сварки определенных сталей, по толщине покрытия, нанесенного на стержень, видам покрытия, характеру шлака, образующегося при расплавлении, техническим свойствам металла шва и пр. На все электроды наносится определенный состав – покрытие. Общее назначение электродных покрытий – обеспечение стабильности горения сварочной дуги и получение металла шва с заранее заданными свойствами. Наиболее важными свойствами являются пластичность, прочность, ударная вязкость, стойкость против коррозии. Покрытие выполняет множество важных функций. Во-первых, это газовая защита зоны сварки и раплавленного металла, которая образуется при сгорании газообразующих веществ. Она предохраняет раплавленный металл от воздействия кислорода и азота. Такие вещества вводятся в покрытие в виде древесной муки, целлюлозы, хлопчатобумажной ткани. Во-вторых, раскисление металла сварочной ванны элементами, обладающими большим родством с кислородом, чем железо. К таким элементам относятся марганец, титан, молибден, хром, кремний, алюминий, графит. Раскислители входят в покрытие не в чистом виде, а в виде ферросплавов. В-третьих, шлаковая защита. Шлаковое покрытие уменьшает скорость охлаждения и затвердения металла шва, способствуя тем самым выходу газовых и неметаллических включений. Шлакообразующие компоненты покрытий представляют собой титановые и марганцевые руды, каолин, мрамор, кварцевый песок, доломит, полевой шпат и др. В-четвертых, легирование металла шва для придания ему специальных свойств (повышение механических свойств, износостойкости, жаростойкости, сопротивления коррозии). В качестве легирующих компонентов используются хром, никель, молибден, вольфрам, марганец, титан. Кроме того, для повышения производительности сварки в электродные покрытия вводят железный порошок. Такой порошок облегчает повторное зажигание дуги, уменьшает скорость охлаждения наплавленного металла, что благоприятно сказывается на сварке в условиях низких температур. Содержание порошка может достигать до 60 % массы покрытия. Для закрепления покрытия на стержне электрода обычно используют связующие компоненты – такие, как жидкое стекло. Для придания покрытию лучших пластических свойств в него вводят формующие добавки – такие, как бетонит, каолин, декстрин, слюда и пр. В зависимости от свариваемых материалов все электроды делятся на следующие группы: Л – для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа (пять типов: Э70, Э85, Э100, Э125, Э150); У – для сварки углеродистых и низкоуглеродистых конструкционных сталей; В – для сварки высоколегированных сталей с особыми свойствами; Т – для сварки легированных теплоустойчивых сталей – 9 типов; Н – для наплавки поверхностных слоев с особыми свойствами – 44 типа. Гарантируемый предел прочности металла шва обозначается в марке электродов цифрами. Например, название электрода, обозначенное Э42, говорит о том, что он предназначен для дуговой сварки; минимальный предел прочности металла шва – 420 МПа. Основные виды сваркиДуговая сварка представляет собой соединение расплавленных металлов между собой с помощью электрической дуги (рис. 95). 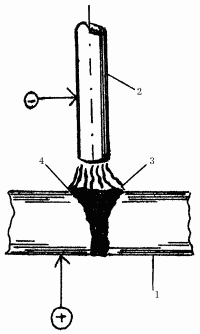 Рис. 95. Дуговая сварка: 1 – соединяемые детали; 2 – электрод; 3 – дуга; 4 – сварочная ванна. Этот тип сварки включает в себя такие виды, как плазменная, электрошлаковая, электронно-лучевая и термитная. Плазменная сварка основана на пропускании электрического тока большой плотности через газовую среду, находящуюся под некоторым давлением. Ионизированный газ называют плазмой. Температура плазменной струи достигает 50 000 °C. В электрошлаковой сварке плавление металла происходит за счет теплоты, выделяемой электрическим током, проходящим через расплавленный шлак (рис. 96). 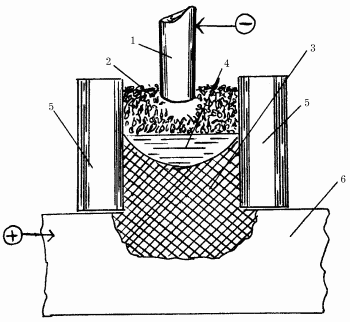 Рис. 96. Электрошлаковая сварка: 1 – электрод; 2 – электропроводный шлак; 3 – образуемый шов; 4 – сварочная ванна; 5 – перегородки, формирующие шов; 6 – металл. Энергия электронного луча нашла свое применение в электронно-лучевой сварке. Теплота выделяется в результате бомбардировки поверхности металла электронами, имеющими большие скорости; анодом служит свариваемая деталь, катодом – вольфрамовая спираль (рис. 97). 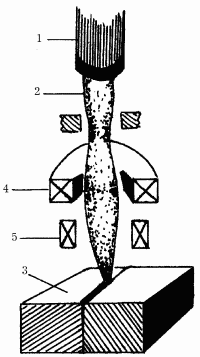 Рис. 97. Электронно-лучевая сварка: 1 – катод; 2 – пучок; 3 – соединяемые заготовки; 4 – магнитная линза; 5 – катушка. Поверхность катода испускает электроны, формируемые в пучок, который фокусируется на соединяемые заготовки магнитной линзой. Перемещает луч специальная катушка. Использование теплоты, выделяемой нагретой смесью оксида железа и алюминия, лежит в основе термитной сварки. Свариваемые детали находятся в огнеупорной форме, а в тигле, находящемся сверху, находится смесь металлов. При горении температура этой смеси (по-другому, термита) достигает более 2000 °C. В результате образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий, заполняет зазор, образуя тем самым шов. В ультразвуковой сварке ультразвуковые колебания передаются по волноводу от преобразователя к рабочему наконечнику. Соединяемые изделия помещают между наконечником и специальной опорой. Под действием вертикального сжимающего усилия и ультразвуковых колебаний в заготовках возникают силы трения, достаточные для получения сварного соединения (рис. 98). 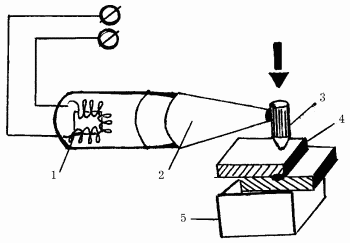 Рис. 98. Ультразвуковая сварка: 1 – магнитострикционный преобразователь; 2 – волновод; 3 – рабочий наконечник; 4 – соединяемые изделия; 5 – опора. При контактной сварке, которая, в свою очередь, делится на точечную и стыковую, происходит сварка давлением. Здесь соединяемые заготовки зажимаются электродами. В зоне контакта под действием сварочного тока происходит сильный разогрев, затем сжатие заготовок и, как результат, образование сварного соединения (рис. 99). 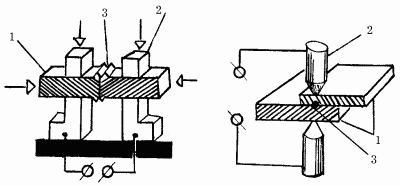 Рис. 99. Контактная сварка: 1 – соединяемые заготовки; 2 – электроды; 3 – зона контакта. Если при соединении изделия используют радиочастотную сварку, то свариваемые заготовки нагреваются с помощью высокочастотного индуктора. В результате этого происходит оплавление кромок заготовок. Сварное соединение получается в результате сжимающего действия роликов (рис. 100). Сердечник из феррита повышает эффективность процесса. 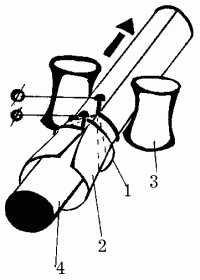 Рис. 100. Радиочастотная сварка: 1 – высокочастотный индуктор; 2 – свариваемые части; 3 – ролики; 4 – ферритовый сердечник. Лазерная сварка осуществляется световым лучом, получаемым от специальных твердых и газовых излучателей. Вакуум при сварке лазером не нужен, и ее можно выполнять на воздухе даже на значительном расстоянии от генератора (рис. 101). 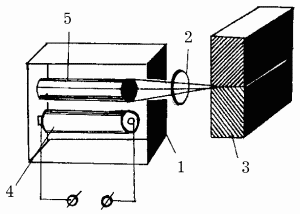 Рис. 101. Лазерная сварка: 1 – излучение лазера; 2 – линза; 3 – свариваемые заготовки; 4 – лампа накачки; 5 – рубиновый стержень. Сварка трением осуществляется с помощью вращения одного из стержней и соприкосновения его торца с торцом закрепленного стержня; концы стержней разогреваются и с приложением осевого усилия свариваются. Холодная сварка базируется на свойстве металла схватываться при значительном давлении. В зависимости от механизации процесса сварку можно разделить на ручную, механизированную и автоматическую. Виды сварных соединений и швов при дуговой сваркеСварные швы можно разделить на 4 вида: стыковые, тавровые, угловые и нахлесточные. Сам по себе шов представляет закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии. Стыковой шов предназначен для соединения торцевых поверхностей деталей, причем толщина их может быть различной (рис. 102). 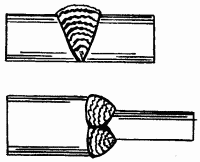 Рис. 102. Стыковой шов. Стыковые швы широко применяют в машиностроении, а также при сварке больших емкостей и труб. В тавровом шве торец одной заготовки приваривается к боковой поверхности другой (рис. 103). 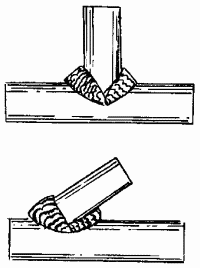 Рис. 103. Тавровый шов. Обычно такие соединения имеют вид буквы «Т» (отсюда и название). Элементы в тавровом соединении можно соединять как под прямым, так и под любым другим углом. Угловой шов соединяет два элемента, которые находятся под любым углом друг к другу (рис. 104). 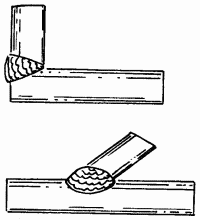 Рис. 104. Угловой шов. Такие швы получили распространение в строительстве. При соединении 2 листов металла, в котором один лист накладывается на другой с нахлестом, образуется нахлесточный шов (рис. 105). 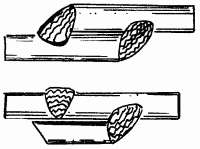 Рис. 105. Нахлесточный шов. Нахлесточные швы применяются в конструкциях металлических форм, резервуаров и пр. Подготовительные работыПодготовительные работы включают в себя правку, разметку, резку, подготовку кромок под сварку и холодную или горячую гибку. Правку выполняют на станках или вручную. При правке устраняются деформации металла. Металл небольшой толщины правится в холодном состоянии, а толстый предварительно подогревается до 250–300 °C. Целью разметки является нанесение размеров детали на металл. Обычно ее наносят по шаблонам из алюминиевого листа. При разметке используют линейку, угольник, рулетку, чертилку. Резка может быть как механической, так и термической. Наиболее производительной является механическая. Термическая же, уступая ей, является более универсальной, так как позволяет с большей точностью выкроить заготовки различной геометрической формы. Подготовка кромок, как и резка, ведется 2 способами: механическим и термическим. В основном используется механический способ. Используя 2 или 3 резака, расположенных под разными углами, можно получить кромки с односторонним или двусторонним скосом. Кроме классической гибки, осуществляемой на листогибочных вальцах, существует множество других способов. В подготовительные работы, кроме вышеперечисленных, входит также очистка металла от масла, ржавчины, окалины, влаги и различных неметаллических загрязнений. Присутствие этих загрязнений часто является причиной образования в сварных швах пор, трещин, шлаковых включений, что ведет к снижению прочности сварного соединения. Техника выполнения ручной дуговой сваркиДуговая сварка металлическими электродами с покрытием остается самым распространенным методом, применяемым при изготовлении и монтаже конструкций. В начале работы следует зажечь (возбудить) дугу, установив нужное значение сварочного тока. Оно зависит от марки электрода и типа сварного соединения. Зажигать дугу можно разными способами. При первом способе электрод приближают перпендикулярно к поверхности изделия и, коснувшись металла, быстро отводят вверх на необходимую длину дуги. При втором способе электродом вскользь чиркают по поверхности металла. Существует такое понятие, как длина дуги. Она напрямую зависит от марки и диаметра электрода, разделки свариваемых кромок. Нормальная длина дуги составляет 0,5–1,1 диаметра электрода. Если длину увеличить, то качество наплавленного металла шва снижается ввиду его интенсивного окисления и азотирования; глубина проплавления основного металла уменьшается, ухудшая внешний вид шва. Сварку можно вести в разных направлениях: от себя, к себе, слева направо, справа налево (рис. 106). 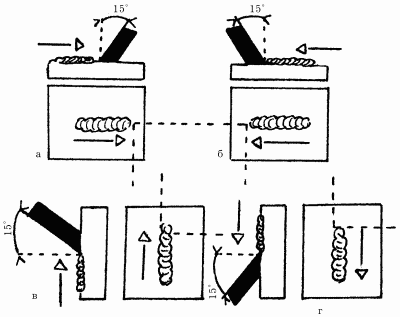 Рис. 106. Направление движения электродов: а – движение электрода вправо; б – движение электрода влево; в – движение электрода вверх; г – движение электрода вниз. Независимо от этого электрод всегда должен быть наклонен к оси шва таким образом, чтобы основной металл проплавлялся на наибольшую глубину. Для получения гладкого и плотного шва необходимо, чтобы угол наклона электрода в сторону ведения шва составлял 15°. Существует 3 основных направления движения электрода. Первое из них – поступательное вдоль оси. Движение вдоль оси позволяет обеспечить постоянство длины дуги и связать это со скоростью плавления электродов. Второе движение электрода – перемещение вдоль оси образуемого валика в направлении наплавки для образования шва. Образуется узкий валик, ширина которого зависит от скорости перемещения дуги по поверхности и сварочного тока. Узкий валик накладывают, проваривая корень шва или сваривая тонкие листы. Третье движение включает в себя поперечные колебательные движения электрода (рис. 107). 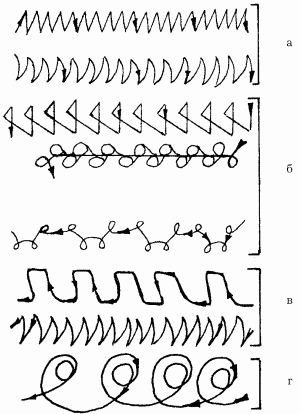 Рис. 107. Виды поперечных движений электрода при различных режимах прогрева: а – при слабом прогреве кромок; б – при усиленном прогреве кромок; в – при усиленном прогреве одной кромки; г – при хорошем прогреве корня шва. Техника сварки в нижнем положенииПри этом положении можно получить сварные швы наиболее высокого качества, так как в этом случае значительно облегчаются условия выделения неметаллических включений и газов из расплавленного металла сварочной ванны. Сечение шва можно заполнить в один проход, многослойно и в несколько проходов. Однопроходная сварка с v-образной разделкой кромок выполняется с поперечными колебаниями электрода на всю ширину, с выходом дуги со скоса кромок на необработанную поверхность (рис. 108). 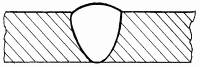 Рис. 108. Однопроходное сечение стыкового шва. Если число слоев равно числу проходов дуги, то шов называют многослойным. Если слой выполняется за несколько проходов, шов называют многопроходным. При сварке шва с v-образной разделкой за несколько проходов можно обеспечить гораздо лучший провар первого слоя в корне разделки (рис. 109). 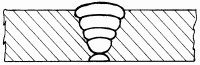 Рис. 109. Многослойное сечение стыкового шва. Сварку ведут без поперечных колебаний с помощью электродов диаметром 3–4 мм. В зависимости от толщины металла последующие слои выполняют электродами большего диаметра, с поперечными колебаниями. Необходимо тщательно очищать от шлака и брызг металла все предыдущие слои: это обеспечит хороший провар и высокое качество шва. Разделку кромок можно заполнять швами с шириной на всю разделку или отдельными валиками. В многопроходных швах последний валик можно выполнить на всю ширину разделки (рис. 110). 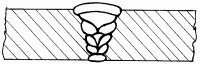 Рис. 110. Многопроходное сечение стыкового шва. Вышеперечисленные виды швов нашли свое применение в различных соединениях: многослойные швы в стыковых, многопроходные – в угловых и тавровых соединениях. Протяженность швов варьируется от 300 до 1000 мм. В зависимости от этого все швы подразделяются на три группы: короткие – до 300 мм, средние – 300–1000 мм, длинные – свыше 1000 мм. На выбор того или иного способа сварки влияют протяженность шва, свойства свариваемого материала и качество сварных соединений. Выполнение коротких швов (до 300 мм) относят к наиболее простому способу. От начала до конца шва осуществляется движение напроход (рис. 111, а). При шве средней длины сварка ведется от середины к концу (рис. 111, б) или обратноступенчатым способом. 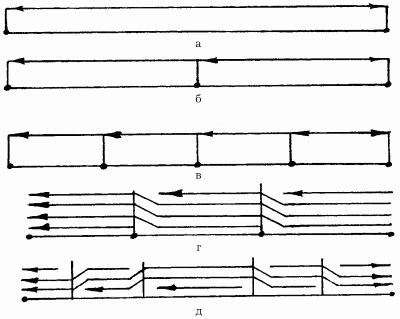 Рис. 111. Различные схемы сварки: а – сварка напроход; б – сварка от середины к краям; в – обратноступенчатый способ; г – «каскад»; д – «горка». Швы, имеющие большую протяженность, можно варить как обратноступенчатым способом, так и вразброс. При обратноступенчатом способе удобно разбить шов на небольшие участки длиной 150–200 мм. Направление сварки каждого участка не должно совпадать с общим направлением сварки (рис. 111, в). Швы конструкций, несущих большую нагрузку и имеющих значительную толщину свариваемых поверхностей, обычно сваривают способом «каскад» (рис. 111, г) или «горка» (рис. 111, д). Чтобы в зоне сварки не возникали объемные напряжения, ведущие к образованию трещин, необходимо во время работы поддерживать в ней высокую температуру. Величина сварочного тока влияет на толщину шва свариваемых деталей из низкоуглеродистой стали. Она может колебаться от 3 до 5 мм. При силе тока, равной 100 А, происходит расплавление металла на глубину 1 мм с термической обработкой нижнего слоя на глубину 1–2 мм. Если сила тока достигает 200 А, то толщина слоя возрастает до 4 мм. При этом происходит термическая обработка нижнего слоя на глубину 2–3 мм. Если сварка ведется на весу (рис. 112), то необходимо обеспечить максимальный провар корня шва и сформировать качественный обратный валик. В этом случае хорошо зарекомендовал себя способ сварки на съемной медной (рис. 113) или остающейся стальной подкладке (рис. 114). При этом в медной подкладке делается формирующая канавка. Чтобы расплавленный металл не вытекал из сварочной ванны, необходимо обеспечить плотное обжатие подкладок к свариваемым кромкам. Остающиеся подкладки не всегда технологичны, так как увеличивают расход металла. Если допустима выпуклость обратной стороны, то допускается подварка корня шва с последующей укладкой основного шва (рис. 115). 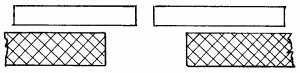 Рис. 112. Сварка на весу.  Рис. 113. Сварка на медной съемной подкладке.  Рис. 114. Сварка на остающейся стальной подкладке.  Рис. 115. Сварка с предварительным подварочным швом. Окончание сваркиПравильная заварка кратера при обрыве дуги – окончание сварки – играет важную роль в сварочном процессе. В зоне кратера скапливается наибольшее количество вредных примесей, образовавшихся в процессе кристаллизации металла. В этой зоне трещины образуются наиболее часто. Если сварка закончена, то при обрыве дуги не рекомендуется резко отводить электрод от изделия. Перемещения электрода следует прекратить и до обрыва медленно удлинять дугу. Такой прием способствует заполнению кратера электродным металлом. В некоторых случаях, например при сварке низкоуглеродистой стали, кратер выводят на основной металл, в сторону от шва. Если понадобилась смена электродов или произошел случайный обрыв дуги, то ее можно возбудить на еще нерасплавленном основном металле перед кратером. Металл проплавляют на кратере. Если ведется сварка стали, которая образует закалочные структуры, то вывод кратера в сторону недопустим из-за возможности образования трещин. Определение режима сваркиОсновными параметрами нормального режима сварки являются величина и полярность тока, диаметр электрода, скорость сварки и напряжение на дуге. Существуют и дополнительные параметры – толщина покрытия электрода и его состав, положение электрода и положение изделия. Сварочный ток выбирают, ориентируясь на марку и диаметр электрода, учитывая при этом положение шва в пространстве, вид соединения, а также толщину свариваемого изделия. При этом сила тока должна быть максимально возможной. Чем больше ток, тем выше производительность труда и больше наплавляется металла. Увеличение силы тока влияет также на глубину провара. Полярность тока и его вид (постоянный или переменный) оказывают влияние на размеры шва и его форму. Если сварка ведется при постоянном токе, имеющем обратную полярность, то глубина провара на 50 % больше, чем при постоянном токе прямой полярности. Это объясняется тем, что на аноде и катоде выделяется разное количество теплоты. Глубина провара при сварке переменным током на 15 % меньше той, которая получается при сварке постоянным током прямой полярности. На диаметр электрода влияют толщина свариваемого металла, вид соединения и форма подготовленных кромок под сварку. Если ведется сварка стыков металла, толщина которых достигает 4 мм, то используются электроды того же диаметра, что и толщина кромок. Если свариваемый металл имеет большую толщину, то задействуются электроды диаметром 4–8 мм. При этом должны соблюдаться условия провара основного металла. Если стыковые швы имеют несколько слоев, то желательно первый шов выполнить электродом диаметром 3–4 мм, с обязательной сваркой последующих слоев электродами большего диаметра. Техника выполнения горизонтальных, вертикальных и потолочных швовЕсли сварка швов ведется в положениях, отличающихся от нижнего, то возникает вероятность вытекания расплавленного металла из сварочной ванны. В таких положениях металл может капать мимо нее. Для предотвращения этого сварку следует вести наиболее короткой дугой, ведя поперечные колебания электродов. Слой расплавленного металла удерживается от вытекания из сварочной ванны силой поверхностного натяжения. Чем тоньше пленка расплавленного металла, тем больше вероятность ее удержания этой силой. Достигается это за счет периодического отведения в сторону от ванны конца электрода. Такое отведение создает возможность быстрой кристаллизации металла. Удерживать металл от вытекания помогают и такие приемы, как понижение на 10–20 % силы тока и применение электродов уменьшенного диаметра: для вертикальных и горизонтальных швов – не более 5 мм, для потолочных – 10 мм. Выполнение вертикальных швовСварку таких швов можно осуществлять как на подъем, так и на спуск (рис. 116). 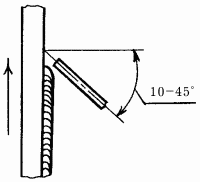 Рис. 116. Вертикальный шов. При сварке на подъем нижележащий металл шва, который почти закристаллизовался, удерживает расплавленный металл, находящийся в сварочной ванне. Сварка на подъем дает возможность более тщательно проваривать корень шва и кромки, так как расплавленный металл стекает с электрода прямо в сварочную ванну. Недостатком данного способа является грубый внешний вид шва: его поверхность как будто покрыта чешуей. При сварке на спуск трудно получить качественный провар места соединения деталей, так как шлак и расплавленный металл подтекают под дугу. При малом значении силы поверхностного натяжения происходит вытекание металла из сварочной ванны. Выполнение потолочного шваВыполнение потолочного шва (рис. 117) представляет определенные трудности. По возможности следует заменять этот трудоемкий вид каким-либо другим. При таком способе сварку производят, периодически замыкая конец электрода на сварочную ванну. 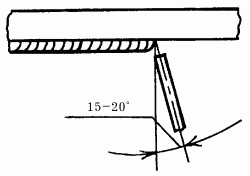 Рис. 117. Потолочный шов. Металл сварочной ванны начинает кристаллизоваться, тем самым уменьшая объем сварочной ванны. Параллельно этому в сварочную ванну вносится расплавленный электродный металл. Подрезы образуются при удлинении дуги. Сварка таких швов создает неблагоприятные условия для выделения шлаков и газов из сварочной ванны. Выполнение горизонтального шваГоризонтальные стыковые швы (рис. 118), в отличие от вертикальных, более сложны в выполнении. 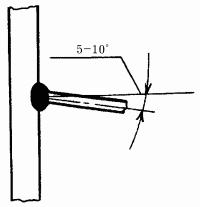 Рис. 118. Горизонтальный шов. Объясняется это тем, что расплавленный металл стекает из сварочной ванны на нижнюю кромку, что влечет за собой образование подреза по верхней кромке. По этой причине сварку металла повышенной толщины производят со скосом только одной верхней кромки. Нижняя помогает удерживать расплавленный металл в сварочной ванне. В нахлесточных соединениях сварка угловых швов не представляет особых трудностей и выполняется по тому же способу, что и сварка в нижнем положении. Особенности сварки различных материаловСварка низкоуглеродистых сталейХорошо свариваются низкоуглеродистые стали, содержащие до 0,25 % углерода. Такие соединения легко обрабатываются режущими инструментами. Чтобы исключить перегрев и образование закалочных структур, используют многослойную сварку с большим интервалом времени между наложением слоев. Дуговую сварку металла толщиной 2 мм обычно ведут на постоянном токе обратной полярности. Изделия толщиной более 15 мм подвергают после сварки термообработке. Сварка толстого металла «каскадом» или «горкой» с замедлением скорости охлаждения металла и околошовной зоны предупреждает образование закалочных структур. Дефектные участки обычно подваривают швами нормального сечения длиной не менее 100 мм или предварительно подогревают до температуры 150–200 °C. Сварка углеродистых сталейСварка таких марок сталей часто чревата образованием трещин как в основном, так и в наплавленном металле. Чтобы получить качественное соединение, необходимо соблюдать следующие соотношения между диаметром электрода и значением сварочного тока: Диаметр электродов, мм22,53 Сварочный ток, А40–60 50–7580–100 Диаметр электродов, мм 456 Сварочный ток, А 130–150170–200200–280 Сварка тонколистовой сталиПри толщине свариваемого металла менее 2 мм применение ручной дуговой сварки часто вызывает образование прожогов. Чтобы избежать этого, следует выполнить следующие рекомендации: – при сварке швов применять электроды малого диаметра (1,6–2 мм); – сила тока должна быть минимальной – 50–70 А; – для обеспечения устойчивого горения дуги необходимо подключать осциллятор; – для исключения образования прожогов применять отбортовки кромок свариваемых листов. Сварку листов, имеющих разную толщину, рекомендуется делать посредством плавного перехода от более толстого металла к тонкому, применяя осциллятор. Сварка цветных металловСварка меди осложняется наличием примесей, имеющихся в ее составе, большой теплопроводностью и способностью сильно окисляться в расплавленном состоянии. Кроме того, медь сильно поглощает водород в расплавленном состоянии. Внутри свариваемого участка образуются пузырьки воды, которые являются причиной возникновения большого количества микротрещин. Такое явление называется водородной болезнью меди. Предупреждает образование болезни снижение количества водорода в зоне сварки путем прокалки электродов и флюсов и применения защитных газов. Для малоответственных изделий применяется ручная сварка угольным электродом. Угольные электроды используются при толщине меди до 15 мм. Графитовые электроды применяются при большой толщине свариваемых поверхностей. Сварка ведется электродами, заточенными на конус на 1/3 его длины, постоянным током прямой полярности при плотности тока на электроде, равной 200–400 А/см2. Рекомендуется вести сварку длинной дугой и не погружать присадочный материал в ванну, а держать под углом 30° к изделию на расстоянии 6 мм от свариваемого изделия. Электрод лучше держать под углом 75–90° к свариваемому изделию. Выделяемый в процессе сварки углекислый газ является недостаточной защитой металла от окисления. В качестве защиты хорошо зарекомендовал себя присадочный материал с раскислителем – фосфором, или флюс, состоящий из 94 % прокаленной буры и 4–6 % металлического магния. Поверхность прутка смачивают жидким стеклом, затем наносят флюс в виде пудры и просушивают. Если толщина заготовок превышает 5 мм, то угол среза на кромках должен составлять 70–90°. При сварке используют графитовые или асбестовые подкладки. Зазор между кромками должен составлять 0,5 мм; электрод следует держать под углом 10–20° к вертикали. Если толщина соединения составляет около 5 мм, то его проковывают без подогрева; при большой толщине используют подогрев до 800 °C и последующее быстрое охлаждение. Во избежание снижения механических свойств сварка стыковых швов ведется в один слой и с одной стороны. Если предпочтительна ручная сварка покрытыми электродами, то ее ведут на постоянном токе обратной полярности короткой дугой без поперечных колебаний. Для лучшего формирования шва рекомендуются возвратно-поступательные движения электродов. Если удлинить дугу, то это вызовет увеличение разбрызгивания и повлияет на формирование шва. Механические свойства соединений от этого снижаются. При толщине медных заготовок до 4 мм сварка ведется без раздела кромок и подогрева. При толщине листа свыше 5 мм обязательны предварительный подогрев до температуры 250–300 °C и односторонняя разделка кромок с углом 60–70° с последующим притуплением их до 1,5–3 мм. X-образная разделка рекомендуется при больших толщинах. При сварке меди часто используют электроды «Комсомолец-100», получившие наибольшее распространение, в которых в качестве стержня используется медная проволока М1 и М2. Медные электроды диаметром менее 3 мм применяют редко, так как они имеют низкую механическую прочность. Высокопроизводительные электроды марок АНЦ-1 и АНЦ-2 обеспечивают выполнение сварки без подогрева заготовок, имеющих толщину до 15 мм. Если использовать небольшой подогрев (250–400 °C), то эти электроды можно использовать для сварки медных изделий большой толщины. Различные виды бронзы отличаются друг от друга по свариваемости, поэтому технология сварки бронзы довольно различна. Химический состав свариваемого металла должен быть сходным с составом присадочного материала. Сварку выполняют постоянным током обратной полярности, двигаясь короткими отрезками. При сварке латуни применяют электроды марки ЗТ. Температура плавления латуни – 800–1000 °C. Сварка ведется постоянным током обратной полярности, короткой дугой. Шов после сварки подвергается проковке и отжигу при температуре 600–660 °C: это необходимо для выравнивания химического состава и придания шву мелкозернистой структуры. Благодаря своей высокой коррозионной стойкости, жаропрочности и жаростойкости никель и его сплавы являются важнейшими конструкционными материалами, которые используются в разных отраслях промышленности. Никель и его сплавы можно сваривать дуговой, газовой и другими видами сварок. Если толщина заготовок не превышает 5 мм, то сварка ведется без разделки кромок. При толщине от 6 до 12 м применяется v-образная разделка кромок, а при толщине более 12 мм – х-образная, с углом раскрытия 60–70° и притуплением 2–4 мм в зависимости от толщины свариваемого металла. Зазоры под сварку не должны превышать 1–1,5 мм. Кромки перед сваркой зачищают до металлического блеска и обезжиривают ацетоном или авиационным бензином. Так как никель и его сплавы имеют высокое электрическое сопротивление, при сварке вылет проволоки следует уменьшать в 1,5–2 раза по сравнению с вылетом электрода при сварке сталей. Основные трудности при сварке никеля и его сплавов – высокая склонность к образованию пор и кристаллизационных трещин. Это связано с переходом металла из твердого в жидкое состояние, в результате которого образуются нерастворимые продукты, способствующие образованию пор в металле шва. Техника сварки должна предусматривать надежную защиту зоны сварки от атмосферного воздуха и хорошее раскисление варочной ванны. Одной из эффективных мер является сварка короткой дугой (до 1,5 мм), при которой резко уменьшается подсос газов из атмосферы. Чтобы предупредить образование пор по линии сплавления, необходимо перед сваркой предварительно подогревать металл до температуры 250–300 °C с последующим охлаждением на воздухе. При толщине листов свыше 1,5 мм применяют электроды с основным покрытием на постоянном токе обратной полярности. Для того чтобы снизить напряжение в сварном соединении и предупредить перегрев электрода, используют пониженный ток (по сравнению с током, применяемым для сварки стали). Сварка ведется в нижнем положении, причем поперечные колебания электрода не должны превышать трех диаметров электрода. При случайных обрывах дуги ее возбуждают на зачищенном от шлака шве, отступая назад от кратера на 5–6 мм. Сварка выполняется за один проход. При большой толщине свариваемых кромок ведут многопроходную сварку после остывания соединения и тщательной очистки предыдущего слоя от брызг и шлака. Если предпочтительна полуавтоматическая сварка, то ее ведут плавящимся электродом в среде защитных газов на постоянном токе обратной полярности. В качестве защитной среды служит аргон и гелий. Повышает качество швов введение в аргон до 20 % водорода. Сварку ведут стандартными полуавтоматами с горелкой, которую наклоняют углом вперед на 10–15° от вертикали. Чтобы в шве не образовывались поры, рекомендуется применять сварочную проволоку, легированную до 3 % титаном или добавками редкоземельных элементов. Предупреждают прожоги и способствуют формированию обратной стороны шва флюсовые подушки или медные формующие подкладки. Сварка начинается и заканчивается на технологических планках с разделкой кромок и толщиной, равной толщине свариваемого металла. Незначительная теплопроводность и низкая температура плавления свинца требуют применения небольшой погонной энергии сварки. Сварка свинца может проводиться в любом положении, но при наклоне изделия более 10–15° происходит вытекание металла из ванны, что влияет на формирование сварных швов. Приемлемым является нижнее положение, на которое и нужно ориентироваться при сварке свинцовых изделий. Так как свинец имеет большую плотность и существует вероятность провалов ванны, рекомендуется применять передвижные формирующие пластины-прокладки. Кромки изделий перед сваркой протирают бензином или четыреххлористым углеродом и зачищают шабером до металлического блеска на ширину 20–25 мм. Заготовки толщиной до 2 мм сваривают с отбортовкой кромок высотой, равной толщине свариваемого металла; при толщине свинца до 8 мм – без разделки кромок; при большей толщине делается скос кромок с общим углом раскрытия 60–70° без зазора в стыке и притупление 3–4 мм. Иногда выполняют двустороннюю подготовку кромок. Сварка свинца проводится угольным электродом, в среде инертных газов – плавящимся и неплавящимся электродами, а также ацетилено-кислородной сваркой. Сварка угольными электродами выполняется на постоянном токе прямой полярности. Во время сварки электроды располагаются перпендикулярно или с наклоном на 10–15° от вертикали в сторону движения сварки. Сварка алюминия и его сплавовЧистый алюминий имеет ограниченное применение из-за своей низкой прочности и высокой пластичности. В повседневной жизни находят применение сплавы алюминия – дюралюмины и силумины. При сварке алюминия на поверхности расплавленного металла образуется тугоплавкая пленка оксида алюминия, которая препятствует процессу сплавления между собой частиц металла. Разность между температурой плавления оксида алюминия (2050 °C) и температурой плавления алюминия (658 °C) создает технологические трудности в ходе сварочных работ. Независимо от способа сварки изделия должны проходить специальную подготовку. Поверхности обезжиривают и удаляют с них пленку оксида алюминия. Точно так же подготавливают присадочную проволоку и электродные стержни перед нанесением на них покрытия. Обезжиривание проводят с помощью растворителей, например авиационного бензина или технического ацетона. Следующий этап – механическая зачистка или химическое травление, которое удаляет оксидную пленку. Обезжиривание и травление проводят не более чем за 2–4 ч до сварки. Для неответственных изделий применяется ручная сварка угольным электродом на постоянном токе прямой полярности. Если металл имеет толщину до 2 мм, то сварку ведут без присадки и без разделки кромок; при толщине металла свыше 2 мм сварку выполняют с зазором, равным 0,5–0,7 толщины свариваемых листов или с разделкой кромок. Ручная сварка покрытыми электродами выполняют при изготовлении конструкций из технического алюминия, сплавов АМц и АМг и силумина. При умеренных токах требуемое проплавление обеспечивается использованием постоянного тока прямой полярности с предварительным подогревом (для средних толщин – 250–300 °C, для больших толщин – до 400 °C). Скорость сварки алюминия должна быть выше, чем скорость сварки стали. Она ведется непрерывно в пределах одного электрода в связи с тем, что пленка шлака на кратере в конце электрода препятствует повторному зажиганию дуги. Сварочный ток принимается из расчета не более 60 А на 1 мм диаметра электрода – это обеспечит устойчивость процесса и минимальные потери при разбрызгивании. Электроды предварительно просушивают при температуре 150–200 °C в течение 2 ч. При ручной аргонодуговой сварке применяют неплавящиеся вольфрамовые электроды в осушенном от влаги аргоне высшего сорта на переменном токе. Если толщина свариваемого металла равна 5–6 мм, то применяются электроды диаметром 1,5–5 мм. Техника сварки имеет здесь свои особенности. Между электродом и присадочной проволокой должен выдерживаться угол примерно в 85–90°. При подаче присадки используют возвратно-поступательные движения. Эффективная защита достигается оптимальным расходом газа. Металл толщиной до 10 мм сваривают справа налево: этот прием позволяет снизить перегрев свариваемого металла. Сварка трубопроводовОсновным способом сварки неповоротных стыков магистральных трубопроводов или отдельных труб в непрерывную является ручная сварка электродами. Преимуществами такой сварки являются простота работы и возможность применения его в разных климатических условиях. Сварные трубы, которые применяют при прокладке технологических, магистральных и производственных трубопроводов, имеют наружный диаметр 4–1620 мм при толщине стенок 0,3–25 мм. Сварные трубы выпускают с прямым продольным или спиральным сварным швом. Цельнокатанные трубы изготавливают из низкоуглеродистой мартеновской стали с пределом прочности 350–550 МПа. Промышленность выпускает трубы наружным диаметром 114–426 мм и толщиной стенки 4,5–20 мм. Магистральные трубопроводы нефтяных заводов, а также трубопроводы для транспортирования жидких и агрессивных веществ монтируются из цельнокатанных труб, изготовленных из легированных жаропрочных и нержавеющих сталей. Алюминиевые трубы предназначены для магистральных трубопроводов и трубопроводов нефтезаводов, которые находятся в средах, вызывающих коррозию. Сортаментом для этих труб предусмотрены наружные диаметры 120–280 мм и толщина стенок 10–30 мм. Для сборки магистральных и заводских производственных трубопроводов применяются специальные фасонные части. Их применяют для углов поворотов, участков ответвления и пр. Такие части представляют собой крутоизогнутые угольники, двойники, тройники, переходы, изготавливаемые из стали 20 путем протяжки или штамповки. Применяют и сварные фасонные части. Крутоизогнутые угольники выпускают с наружным диаметром 48–529 мм при толщине стенок 4,5–12 мм и среднем радиусе 80–500 мм. Сварные отводы чаще всего делают из нескольких частей (рис. 119). 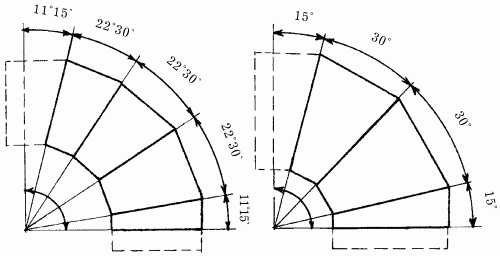 Рис. 119. Типы сварных отводов. Подготовка к сваркеМонтаж магистральных и производственных трубопроводов предусматривает сварку как основной способ соединения. Ее ведут при температуре окружающего воздуха не ниже -20 °C, так как при более низких температурах происходит интенсивное насыщение расплавленного металла шва такими газами, как кислород и водород. Такое насыщение вызывает пористость и ведет к снижению механической стойкости сварного шва. Подготовка кромок труб к сварке и качество сборки стыков оказывают влияние на качество сварного соединения. Основными типами сварных соединений труб являются v-образное или чашеобразное стыковое. В подготовку входят правка свариваемых концов, очистка кромок от грязи и масла и сборка. Для правки труб применяют механические, гидравлические и пневматические приспособления. Кромки под сварку готовят на заводах-изготовителях труб. Угол скоса составляет 25–30°. Если скос отсутствует, следует снять фаску резцом или резаком-труборезом. Очистка свариваемых кромок заключается в удалении масла и органических покрытий бензином или специальным растворителем. Если имеются грязь и ржавчина, то их счищают с помощью стальных щеток или абразивных кругов. Сборка стыков под сварку состоит в том, что кромки труб совмещают таким образом, чтобы поверхность свариваемых труб совпадала и не была нарушена ось нитки трубопровода. Необходимо, чтобы зазор между кромками имел одинаковые размеры по всему контуру шва. При сборке часто используют центратор. Стыки после сборки прихватывают сварными швами длиной 60–80 мм с расстоянием между прихватами 300–400 мм при диаметре труб до 300 мм. Желательно выполнять прихватки теми же электродами, что и стык. Такой прием позволяет обеспечить однородность наплавленного металла и хорошее качество шва. Если применяется внутренний центратор, то вместо прихватки применяют сплошную заварку корня шва в виде первого слоя. Режимы сваркиЕсли ведется ручная дуговая сварка, то ее выполняют в 2–3 слоя, так как многослойная сварка обеспечивает глубокий провар корня и повышает плотность сварного соединения. Такой способ применяют с поворотом и без поворота свариваемых стыков. При сварке поворотных стыков применяется следующий способ (рис. 120): первым слоем заваривают участки от точки 1 до точки 2 и от точки 4 до точки 3 на всех стыках труб. 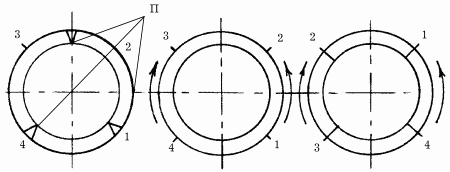 Рис. 120. Последовательность сварки поворотных стыков. После этого секцию поворачивают на 90° и заваривают участки от точки 4 до точки 1 и от точки 3 до точки 2. Чтобы не образовался прожог металла, рекомендуется производить сварку первого слоя электродами диаметром 4 мм при сварочном токе 120–140 А. Наварку слоев следует выполнять в одном направлении с постепенным поворотом свариваемой секции. Если сваривается неповоротный стык, то сварку ведут при соединении секций в одну плеть и окончательном монтаже трубопровода. Порядок наложения сварных швов следующий: первый слой – швы 1, 2, 3 завариваются снизу вверх; последующие – сверху вниз. Замки, или замыкающие участки в смежных слоях шва, должны отстоять друг от друга на расстоянии примерно 60–100 мм; в потолочной части шва удобно заканчивать сварку на расстоянии 50–70 мм от нижней точки. Если сварку неповоротных стыков выполнить невозможно, то применяют комбинированный способ (рис. 121). 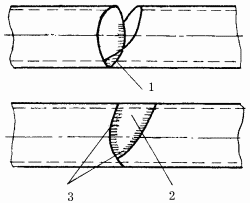 Рис. 121. Комбинированный способ сварки: 1 – нижняя часть шва; 2 – вставка; 3 – верхняя часть шва. При этом способе сваривают стык со вставкой 2, при этом нижняя часть шва 1 заваривается с внутренней стороны; верхняя часть шва 3 заваривается с наружной стороны. Тип применяемых электродов тот же, что и при сварке поворотных стыков. Виды установок для ручной сваркиДля облегчения и совершенствования процесса сварки на практике широко применяются специальные установки, работающие как при постоянном, так и при переменном токе. Установки серии УПС предназначены для ручной дуговой сварки в непрерывном и импульсном режимах. Установка марки УПС-301У4 дает пульсирующую дугу и в состоянии обеспечить процесс точечной сварки. В комплект входят горелка, блок поджигания с возбудителем дуги, сварочный выпрямитель с тиристорным регулированием сварочного тока, дистанционный регулятор сварочного тока. Кроме этого, УПС снабжена ротаметрами и клапанами. Универсальная установка УДГУ-301 работает как на постоянном, так и на переменном токе. УДГ-201УХЛ4 может работать на постоянном токе прямой полярности. Ее применяют для аргонодуговой сварки в непрерывном и импульсном режиме. При токе в 200 А установка помогает сваривать медь, никель и все сплавы на их основе, а также коррозионные стали. При сварке переменным током хорошо зарекомендовали себя установки УДГ-301-1 и УДГ-500-1. В данных установках применяются горелки ЭЗР-4, ГР-10, ГСН-1. При монтаже на токах до 150 А хорошо зарекомендовали себя горелки с воздушным охлаждением типа ЭЗР-3 и ЭЗР-5. Автоматизированная сваркаВиды сварочных полуавтоматовПолуавтоматы применяются при дуговой механизированной сварке. В их конструкцию, помимо других комплектующих, входят горелка, которая перемещается вручную, и автоматизированное устройство для подачи электродной проволоки. Сварочные полуавтоматы нашли широкое применение во всех сферах строительства и промышленности. Все трудные места доступны для сварки полуавтоматом. Часть полуавтоматов снабжена программным устройством в блоке управления. Единая система обозначения позволяет грамотно выбрать для каждого вида работ нужную марку сварочного аппарата. В обозначении полуавтомата сначала проставляются буквы. Первая буква обозначает изделие, например: П – полуавтомат, У – установка. Вторая буква говорит о способе сварки: Ш – шланговый, Д – для дуговой сварки. Третья буква дает информацию о способе сварки в определенной среде, например: Ф – флюсовый, ФГ – флюсо-газовый. Наличие третьей буквы вовсе необязательно, и она может вообще отсутствовать. Обычно все полуавтоматы ведут сварку в газозащитной среде, и поэтому повторять это в обозначении не имеет смысла. После буквенных индексов следуют цифры. Первая показывает значение силы тока в сотнях ампер. Вторая и третья цифры обозначают модификацию полуавтомата. После третьей цифры опять следует буква, обозначающая климатические условия, например: У – район с умеренным климатом; ХЛ – район с холодным климатом; Т – тропики. Последняя цифра указывает категорию помещения: 1 – на открытом воздухе; 2 – неотапливаемое помещение; 3 – помещение с естественной вентиляцией; 4 – помещение с принудительной вентиляцией и отоплением; 5 – помещение с повышенной влажностью. Электродная проволока в полуавтоматах подается по пустотелому шлангу (отсюда название «шланговый полуавтомат»). Все модели взаимозаменяемы и унифицированы, имеют единые разъемы и диаметры электродной проволоки; энергетические параметры у них также совпадают. Такая совместимость позволяет при необходимости использовать электродвигатели, горелки, катушки с проволокой и подающие механизмы, взятые с аппаратов разных марок. На рисунке 122 представлена схема полуавтомата для сварки в среде защитного газа. 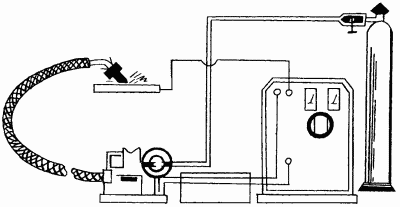 Рис. 122. Схема сварочного полуавтомата для сварки в среде защитного газа. Составными частями такого устройства являются сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газовый шланг, блок управления, источник питания, провод цепи управления, газовая аппаратура, кабели. Устройство сварочной горелкиГорелку используют для подачи в зону горения защитного газа или флюса и электродной проволоки. Рукоятка горелка отличается прочностью и удобством. Ее обычно выполняют из литьевого изоляционного материала. Она снабжена предохранительным щитком и пусковой кнопкой. Главными элементами горелки являются сопло и подводящий ток наконечник (рис. 123). 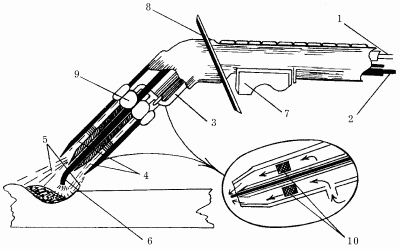 Рис. 123. Горелка с плавящимся электродом в среде защитного газа: 1 – трубка подачи защитного газа; 2 – вход плавящегося электрода (проволоки); 3 – подвод защитного газа к соплу; 4 – рабочее сопло; 5 – струя защитного газа вокруг электрода; 6 – электрод в месте возникновения дуги; 7 – кнопка пуска; 8 – защитный щиток; 9 – переходная втулка; 10 – сеточные (металлокерамические) вставки. Сопло горелки постоянно подвергается налипанию расплавленного металла. Этот недостаток сопла устраняется хромированием, полированием или заменой материала на керамику. При значении сварочного тока, равном 325 А и больше, сопло горелки дополнительно охлаждается. Каждые полгода необходимо заменять горелку на новую. Наконечники для подачи тока рассчитаны примерно на 5–10 ч непрерывной работы. Их изготавливают из самых различных материалов – меди, бронзы, сплава меди и графита, меди и вольфрама. Самый короткий срок службы – у медного наконечника. Медно-графитовые наконечники, имея малый срок службы, лучше обеспечивают контакт при сварке и гарантируют хорошее скольжение, что особенно важно при сварке алюминиевой проволокой. Самую длительную работу обеспечивают наконечники на медно-вольфрамовой основе. При сварке низколегированных и низкоуглеродистых сталей в среде углекислого газа применяют полуавоматы ПДГ. ПДГ состоит из источника постоянного тока, подающего механизма, газовой аппаратуры, сварочных горелок и соединительного гибкого шланга. В автоматах этого типа применяют горелки марки ГДПГ. В корпусе изделия размещен типовой блок питания. С помощью блока управления можно осуществлять в режиме наладки следующие операции: включение подачи защитного газа для настройки его расхода; подача электродной проволоки с заданной скоростью; вид рабочего цикла; настройка на определенный вид сварки (длинными, короткими, точечными швами). Если полуавтомат работает в режиме сварки, то выполнение команд о начале и конце сварки обеспечивает блок управления. В начале сварки блок управления включает подачу защитного газа и источник питания и немного погодя (через 0,5 с) включает подачу электродной проволоки со стабильной скоростью. При включении команды о прекращении сварки выключается электродвигатель подающего механизма и происходит его торможение; спустя некоторое время (до 5 с) источник питания и подача защитного газа отключаются. Полуавтоматы ПДГ предназначены для работы в умеренном климате. Марки ПДГ-305 и ПДИ-303 предназначены для работы преимущественно в холодном климате. Если в работе будут задействованы полуавтоматы ПШ-13 или ПДГ-516, то сварка будет вестись с помощью стальной и порошковой проволоки. Если предстоит сварка изделий из титановых сплавов, то подойдет полуавтомат ПШ-109. Он предназначен для сварки конструкций из титановых сплавов сплошной электродной проволокой в аргоносодержащих газовых смесях. С помощью этого автомата можно вести сварку во всех пространственных положениях, кроме потолочного. В качестве подающего механизма здесь используется механизм «Изаплан»; генератор ГИИДС-1 обеспечивает сварку в импульсном режиме; для принудительного обдува остывающей зоны шва в полуавтомате используется охлаждающее устройство. Скорость подачи проволоки здесь регулируется путем изменения скорости вращения вала двигателя. Усилие прижатия подающих роликов можно регулировать с помощью конусного корпуса подающей головки. К универсальным относятся полуавтоматы А-1197 и ПШ-112. А-1197 используют для сварки в среде углекислого газа и под флюсом порошковой и сплошной проволокой. В этом автомате газовая и флюсовая аппаратура взаимозаменяема: если газовую аппаратуру заменить на флюсовую, то схема готова к сварке под флюсом. Так же обстоит дело и с типами применяемых горелок. При работе в среде защитного газа используется горелка ГДПГ, которую в случае необходимости можно заменить другой маркой, например А-1231-5-Ф2 (в режиме сварки под флюсом). Для сварки порошковой самозащитной проволокой применяется полуавтомат ПШ-112. Если предстоит сварка сплошной проволокой в углекислом газе, то ПШ-112 предоставляет для этого вида работ возможность переоборудования. Программное устройство, встроенное в блок управления БУСП-1, позволяет программировать линейную зависимость сварочного тока при замене электрода или режима сварки. Благодаря такому устройству облегчается наладка автомата и гарантируется качество швов. Управление сварочными полуавтоматамиВ зависимости от того, какой тип двигателя подающего механизма встроен в конкретный автомат, все системы управления ими делятся на три группы. В первую группу входят полуавтоматы, работающие от электродвигателя постоянного тока, который подсоединен к источнику питания сварочной дуги. Во вторую группу входят полуавтоматы, работающие от асинхронных двигателей. Третья группа включает в себя полуавтоматы, работающие от электродвигателей постоянного тока, которые регулируют плавную подачу проволоки в определенном диапазоне. Система управления автоматами представлена в виде отдельных узлов. Для работы первой группы системы управления необходимо убрать блоки 3, 5, 7. Здесь скорость подачи проволоки регулируется в узком диапазоне напряжения сварочной дуги, что существенно влияет на применение данной схемы. Вторая группа системы управления начинает работать при выключении из работы блоков 3 и 5. В этой схеме производительность работы полуавтомата уменьшается за счет постоянного регулирования скорости подачи электродной проволоки. Самой совершенной является третья группа системы управления. В ней нет недостатков, присущих двум первым системам. Тиристоры и транзисторы позволяют регулировать скорость подачи электродной проволоки в широком диапазоне. Это влияет на надежность системы в целом и позволяет уменьшить размеры аппаратуры. Особенности газовой сварки черных металловПроцесс газовой сварки черных металлов имеет ряд особенностей. О них будет рассказно ниже. Газовая сварка легированных сталейВозможность осуществления газовой сварки для соединения легированных сталей, которые имеют в своем составе хром, никель, молибден, титан и другие элементы, зависит от особенностей химического состава того или иного вида стали. Высокохромистая стальПодвергать эту сталь газовой сварке не рекомендуется вообще, так как при длительном термическом воздействии в процессе сварки будет происходить возникновение многочисленных зерен из-за большого содержания хрома – свыше 15 %. Хромистая стальСовершенно очевидно, что при проведении газовой сварки роста зерен не будет, так как указанная сталь содержит в своем составе гораздо меньше хрома, чем высокохромистая. Однако хромистая сталь непосредственно после сварки быстро закаливается на воздухе, а это всегда приводит к возникновению трещин. Предупредить этот негативный процесс можно лишь таким образом: осуществить замедление остывания шовного соединения. Для этого по окончании сварки следует продолжить нагревание металла пламенем горелки вблизи шва, в зоне 30–40 мм от него. Таким образом, газовая сварка в принципе применима для соединения хромистых сталей, но лишь при тщательном соблюдении термического режима. Хромоникелевая сталь может быть подвергнута сварке ацетиленом, но при этом обязательно нужно использовать специальные флюсы. Кроме того, толщина свариваемого металла не должна быть более 1–2 мм, а последующая термическая обработка его крайне необходима. Следует заметить, что при неукоснительном соблюдении указанных условий механические характеристики шовного соединения будут значительно хуже, чем у основного металла. Чтобы добиться высокого качества шва, сварку необходимо производить только электродами со специальными покрытиями. Нужно запомнить, что применение газов-заменителей ацетилена при газовой сварке данной стали совершенно исключено. Для высококачественного соединения хромоникелевых сталей нужно применять аргонодуговую сварку, так как в результате получаются прочные и надежные швы. Молибденовая сталь, подобно хромистым сталям, имеет склонность к закалке на воздухе при температуре ниже 0 °C. Поэтому по завершении газовой сварки необходимо провести термообработку с целью замедления процесса остывания шва. Помимо этого, сварку упомянутой стали нужно проводить лишь после того, как металл будет прогрет до температуры 250–300 °C. Указанное условие приобретает особенно важное значение при сварке металла толщиной свыше 10 мм и при сварке в условиях отрицательных температур. Хромомолибденовая стальЕе можно подвергать газовой сварке при соблюдении определенных условий. Газовая сварка углеродистых сталейНужно сразу заметить, что при работе с высокоуглеродистой сталью следует применять только наплавку или пайку; газовую сварку использовать нельзя. В отношении низко– и среднеуглеродистых сталей возможно применение газовой сварки, эффективность которой в смысле прочности шва будет тем выше, чем меньше содержание углерода в стали. Таким образом, очень хорошая свариваемость будет у низкоуглеродистой стали, особенности сварки которой изложены ниже. Низкоуглеродистая сталь подвергается газовой сварке без использования флюсов; в результате получаются швы с хорошими механическими параметрами. В качестве рабочего газа следует использовать смесь ацетилена и кислорода. Сразу после сварки нужно произвести проковку шва при температуре вишнево-красного накала. Потом необходимо медленно охладить сваренную конструкцию. При сварке изделий из низкоуглеродистой стали можно использовать присадки с меньшим содержанием углерода, чем в основном металле. Это нужно для того, чтобы предупредить появление пористости. Указанные технологические особенности относятся к работе с листами или деталями толщиной до 5 мм. При работе с металлом толщиной более 5 мм лучше всего использовать дуговую сварку с применением плавящихся электродов, которые могут функционировать в среде углекислого газа. Необходимо отметить, что механические качества шва будут хуже в том случае, если вместо ацетилен-кислородной смеси придется применять в качестве горючего газа пропан, бутан или природный газ. Среднеуглеродистая сталь характеризуется тем, что после сварки может появиться большая вероятность возникновения трещин, так как указанная сталь так же, как и хромистая и молибденовая, имеет тенденцию закаливаться на воздухе. Поэтому после сварки обязательно нужно провести медленное охлаждение шва. Получение качественного шва возможно только при применении в качестве горючего газа ацетиленокислорода; использование газов-заменителей абсолютно исключено. Однако и применение ацетиленокислорода не позволит выполнить высококачественный шов при сварке сталей с содержанием углерода свыше 0,4 %. Для повышения качества шовного соединения следует применить дуговую сварку. Газовая резкаКислородная резка – роцесс сгорания металлов и их сплавов в струе технически чистого кислорода. Для этого металл вдоль линии предполагаемого разреза предварительно нагревают до температуры его воспламенения в кислороде. Таким образом, весь процесс можно подразделить на стадию подогрева ацетиленовым пламенем (или пламенем других газов) и стадию резки металла струей кислорода, во время которой происходит сгорание металла, а образовавшиеся оксиды выдуваются из участка разреза. Такая резка носит еще одно название – разделительная (рис. 124). Она предназначена для раскроя листов металла, разделки кромок под сварку, вырезки заготовок различной формы и других работ, связанных с разрезанием металла на части. 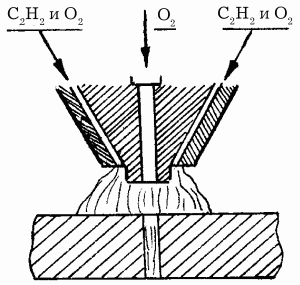 Рис. 124. Разделительная резка. Однако вышеописанную резку можно применять и для разделки канавок, удаления поверхностного слоя металла и устранения поверхностных дефектов. В этом случае резка будет называться поверхностной (рис. 125). 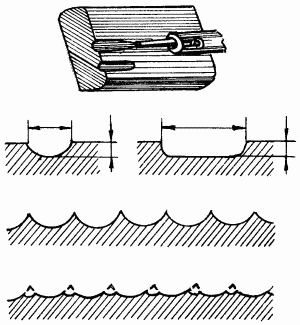 Рис. 125. Поверхностная резка. Классификация резаков и установок для ручной резкиТакой инструмент, как кислородный резак, удобно совмещает все стадии резки и предназначен для правильного смешивания горючих газов или паров жидкости с кислородом, образования подогревающего пламени и подачи струи чистого кислорода в зону резки. Резаки классифицируют по принципу смешения газов (инжекторные и безынжекторные), по назначению (универсальные, вставные и специальные), по применению (для ручной и машинной резки) и по виду резки (для разделительной и поверхностной резки). В настоящее время широко используются универсальные инжекторные ручные резаки для разделительной резки, схема строения которых представлена на рисунке 126. 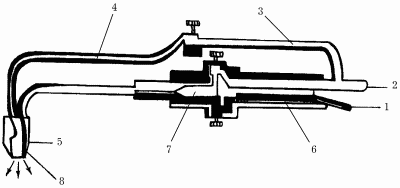 Рис. 126. Схема строения ручного резака: 1, 2 – ниппели, 3, 4 – кислородные трубки, 5 – наружный мундштук, 6 – инжектор, 7 – смесительная камера, 8 – внутренний мундштук. За образец взят резак средней мощности Р2А-01, применяемый для ручной резки низкоуглеродистой и низколегированной стали толщиной до 200 мм. Принцип действия горелки заключается в следующем. Ацетилен подается по шлангу к ниппелю 1, а кислород – к ниппелю 2. От ниппеля 2 кислород идет по двум направлениям. Одна часть кислорода, как и в обычных сварочных горелках, попадает в инжектор 6, а потом в смесительную камеру 7. В последней образуется горючая смесь кислорода с ацетиленом, который поступает через ниппель 1. Далее смесь идет по трубке, проходит через кольцевой зазор между наружным 5 и внутренним 8 мундштуками и образует подогревательное пламя. Остальная часть кислорода через трубки 3 и 4 продвигается к центральному отверстию внутреннего мундштука 8 и создает струю режущего кислорода. В небольших мастерских сейчас используются специальные, универсальные и вставные резаки малой, средней и большой мощности. Специальные резаки марок РПА-2-72, РПК-2-72, РЗР-2, РК-02 могут разрезать металл толщиной от 200 до 800 мм. Резак РЗР-2 массой 5,5 кг в качестве горючего газа использует пропан-бутановую смесь, максимальный расход которой 7,5 м3/ч. Наибольший расход кислорода 114,5 м3/ч. Инструмент имеет сопло для смешивания кислорода и горючего газа. Давление горючего газа на входе в резак составляет не ниже 0,05 МПа (0,5 кгс/см2), а для контроля давления кислорода имеется манометр. Поступление горючего газа происходит от распределительных рамп или от цеховых магистралей. Если используется магистраль, то нужно иметь пропан-бутановую рампу на 3 баллона и кислородную рампу на 10 баллонов. РЗР-2 применяется для резки прибылей, поковок и отливок из низкоуглеродистых и низколегированных сталей; он способен резать металл толщиной до 800 мм. Резак РК-02, или керосинорез, имеет обогреваемый подогревающим пламенем испаритель. В качестве горючего используется бензин или керосин (или их смесь). Это горючее поступает из шаровидного бачка БГ-02 объемом 8 л под давлением 0,3 МПа (3 кгс/см3). Бачок имеет предохранительный клапан и ручной насос. Российской промышленностью резак РК-02 производится в виде комплекта КЖГ-1 вместе с бачком БГ-02 для резки с использованием только жидкого горючего. Инструмент предназначен для разделительной ручной резки металлургического лома, листового металла, рельсов и скрапа толщиной до 200 мм. Резаки РПК-2-72 и РПА-2-72 массой по 2,5 кг и длиной 13,5 см снабжены корпусом с внутренним и наружным мундштуками, рычагом пуска режущего кислорода и несколькими вентилями. С целью получения широкой и мягкой струи режущего кислорода диаметры выходных каналов в мундштуках и проходные сечения немного больше, чем в универсальных резаках. Универсальные резаки Р2А-01 и Р3П-01, соответственно средней и большой мощности, имеют достаточно большие диаметры каналов мундштуков, смесительной камеры и инжектора. Резак Р2А-01 предполагает использование ацетилена, а резак Р3П-01 – бутана, пропана и природного газа. Установки для ручной резкиУстановка УФР-5 предназначена для порошково-кислородной резки железобетона толщиной до 300 мм и работает на пропане или бутане в смеси с кислородом. В состав аппарата входит флюсоноситель на тележке, резак, крепление для баллонов и копьедержатель, предназначенный для фиксирования трубы, по которой поступает кислород. Флюс представляет собой смесь двух порошков: железного (75–85 %) и алюминиевого (15–25 %); причем воздух используется в качестве флюсонесущего газа. Глубина отверстия, прожигаемого в железобетоне УФР-5, может составить 1,5 м. Шарнирные установки АСШ («Огонек») и АСШ-В для кислородной резки имеют пантограф, позволяющий производить фигурную вырезку одновременно трех деталей небольших размеров при толщине материала от 5 до 100 мм при скорости резания до 1600 мм/мин. Масса этих установок около 350 кг, и они обеспечивают при использовании только одного резака первый класс точности. Установка УГПР по конструкции напоминает УФР-5, однако имеет некоторые особенности. Установка имеет универсальный резак Р2А-01 в блоке с механизмом подачи флюса, а также бачок флюсопитателя с редуктором ДКС-66, которые зафиксированы на тележке (рис. 127). В качестве флюса используется железный порошок ПЖ, который вдувается кислородом. Необходимо заметить, что УГПР смонтирована на базе установок УРХС-5 и УРХС-6. 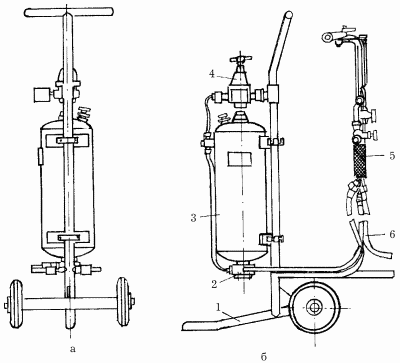 Рис. 127. Установка кислородно-флюсовой резки: а – вид спереди; б – вид сбоку; 1 – тележка, 2 – циклон, 3 – флюсопитатель, 4 – редуктор кислорода, 5 – резак, 6 – шланги. Помимо упомянутых установок, имеются переносные машины для кислородной резки – «Гугарк», «Орбита-2» и «Спутник-3». Данные машины представляют собой самоходные тележки, перемещающиеся по разрезаемому металлу и оснащенные резаком. Последняя установка массой 18 кг предназначена для резки стальных труб диаметром от 190 до 1620 мм при толщине стенки от 5 до 75 мм со скоростью 100–900 мм/мин. Кислородная резкаНужно сразу заметить, что данной резке поддаются только те металлы, которые удовлетворяют следующим главным требованиям. Температура плавления металла должна быть больше температуры воспламенения его в кислороде. В противном случае металл будет только плавиться, но не будет сгорать. Например, низкоуглеродистая сталь имеет температуру воспламенения в кислороде 1300–1350 °C, а температуру плавления – около 1500 °C. Однако повышение количества углерода в стали будет сопровождаться увеличением температуры воспламенения в кислороде и уменьшением температуры плавления. В связи с этим резка стали с повышенным содержанием углерода и примесей становится проблематичной. Температура плавления металла должна быть выше температуры плавления оксидов. Данное требование необходимо для того, чтобы образующиеся при резке оксиды легко выдувались кислородом и не мешали дальнейшему окислению и резке. Например, при резке алюминия образуются оксиды с температурой плавления приблизительно 2050 °C, а при резке хромистых сталей – оксиды с температурой плавления около 2000 °C. Совершенно очевидно, что эти оксиды покрывают поверхность металла и прекращают тем самым дальнейший процесс резки. Теплопроводность металла должна быть как можно меньшей, ибо при большой теплопроводности сообщаемая металлу теплота быстро уходит из зоны резки и подогреть такой металл до температуры воспламенения будет трудно. Количество выделяющейся при сгорании металла теплоты должно быть достаточно большим, так как эта теплота нагревает пограничные с зоной резки участки металла и тем самым обеспечивает непрерывность процесса резки. Так, например, при резке низкоуглеродистой стали 65–70 % суммарного количества теплоты выделяется от сгорания металла в струе кислорода, остальные 30–35 % составляет теплота от подогревающего пламени резака. Возникшие при резке шлаки должны быть достаточно текучими и без труда выдуваться из разреза. Вязкие и тугоплавкие шлаки будут серьезно затруднять процесс резки. Перед началом резки нужно тщательно очистить поверхность разрезаемого металла от ржавчины, окалины, грязи и краски. Для их удаления необходимо медленно провести пламенем резака по поверхности металла вдоль предполагаемой линии разреза. При этом окалина отстает от металла, а краска и масло выгорают. После этого следует зачистить металлическую поверхность щеткой. Необходимо заметить, что разные металлы в разной степени подвергаются кислородной резке. Низкоуглеродистые стали с содержанием углерода не более 0,3 % режутся очень хорошо, тогда как среднеуглеродистые стали (с количеством углерода не выше 0,7 %) режутся несколько хуже. Высокоуглеродистые стали режутся с большим трудом, а при содержании углерода свыше 1 % резка неосуществима без добавки специальных флюсов. Высоколегированные стали газокислородной сварке не поддаются, для их резки нужно использовать плазменно-дуговую или кислородно-флюсовую резку, которой можно разрезать еще медь, латунь, бронзу. Для разделки алюминия и его сплавов применима плазменно-дуговая резка. Таким образом, после характеристики разрезаемости следует изучить особенности технологии резки разных металлов в зависимости от их толщины, вида разрезаемого профиля, химического состава и деформируемости в результате высокотемпературного воздействия. Если толщина металла не достигает 300 мм, то достаточно нормального пламени. При толщине металла свыше 400 мм длину факела подогревающего пламени нужно увеличить за счет избытка притока ацетилена. Это позволит глубоко прогреть металл. Скорость резки играет большую роль в эффективности выполняемой работы. Скорость перемещения резака должна соответствовать скорости горения металла. Самым простым способом определения скорости будет являться характер выброса искр и шлака (рис. 128). 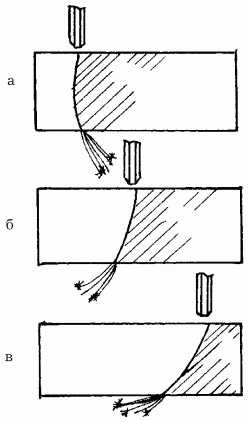 Рис. 128. Определение скорости резки по выбросу искр: а – медленная скорость резания; б – нормальная скорость резания; в – быстрая скорость резания. Если скорость движения резака правильная, то поток искр и шлака вырывается из разреза прямо вниз, а кромки получаются чистыми, без натеков и подплавлений. При малой скорости поток искр опережает резак, а кромки разреза оплавляются и покрываются натеками. При большой скорости сноп искр отстает от резака, а металл в нижней кромке не успевает сгорать, поэтому сквозное прорезание прекращается. Производительность резки зависит и от правильного положения резака. Резка листовой стали толщиной до 50 мм выполняется следующим образом. В самом начале резки на край разрезаемого металла нужно направить подогревающее пламя для нагрева кромки до температуры оплавления. Потом мундштук резака нужно установить перпендикулярно к поверхности разрезаемого металла так, чтобы струя подогревающего пламени, а затем и режущего кислорода располагалась вдоль вертикальной грани металла. После прогрева металла до температуры воспламенения следует пустить струю режущего кислорода. Перемещать резак нужно лишь после того, как металл будет прорезан на всю его толщину в самом начале линии резания. Чтобы не допустить отставания резки в нижних слоях металла, в конце процесса нужно сделать угол наклона резака в 20–30° в сторону, обратную его движению, а скорость движения инструмента уменьшить. При работе с металлом большей толщины (100–200 мм) угол наклона следует уменьшить до 10–15°. Предварительный подогрев до 300–400 °C позволит провести резку с повышенной скоростью. Положение резака в процессе работы показано на рисунке 129. Ширина и чистота разреза зависят от способа резки и толщины металла. Машинная резка дает меньшую ширину разреза и более чистые кромки, чем ручная резка. Чем толще разрезаемый металл, тем больше ширина разреза. 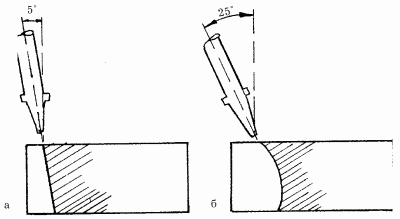 Рис. 129. Положение резака при работе с листовой сталью: а – начало резки; б – процесс резки. Если происходит разрезание заготовок круглого сечения, то в начале резки угол наклона резака нужно сделать большим, а затем постепенно уменьшать его в процессе работы вплоть до перпендикулярного положения резака (рис. 130). Следует заметить, что при вырезке фигурных деталей положение резака по отношению к поверхности металла должно быть строго перпендикулярно. При резке нескольких листов металла их необходимо закрепить в пакет, чтобы сделать процесс производительным. Кромки листов в месте начала резки нужно сложить так, как это продемонстрировано на рисунке 131. 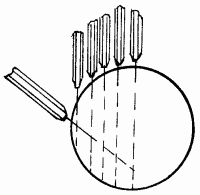 Рис. 130. Положение резака при работе с круглыми заготовками. 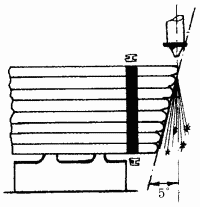 Рис. 131. Пакетирование листов металла. Прожигание отверстий имеет ряд особенностей. При толщине металла до 20 мм сначала нужно выполнить подогревание до требуемой температуры, затем подогревающее пламя необходимо выключить, а режущий кислород пустить плавным открытием вентиля на резаке. От горячего металла кислород самовоспламеняется. Такой порядок действий позволяет предотвратить обратные удары пламени. При толщине металла 20–50 мм лист или деталь нужно установить в вертикальном или наклонном положении для того, чтобы сток шлаковых образований происходил незамедлительно. При этом первоначальное отверстие высверливается на небольшую глубину. Далее ход работы такой же, как и в предыдущем случае. Мундштук при работе следует держать от поверхности металла на определенном расстоянии. Для этого можно использовать тележку или другие приспособления, которые крепятся к головке резака. При резке металла толщиной до 100 мм расстояние между поверхностью металла и торцом мундштука должно быть на 2–3 мм больше длины ядра пламени. При разрезании металла толщиной свыше 100 мм и при резке, выполняемой на газах-заменителях ацетилена, расстояние следует увеличить на 30–40 % для предотвращения перегрева мундштука. Номера мундштуков (внутренних и наружных) необходимо выбирать в зависимости от толщины металла. Таким образом, ручная резка может быть успешной только тогда, когда работающий соблюдает рекомендуемый угол наклона резака, точно определил место начала резки, тщательно выбрал номера мундштуков и горючий газ. Резку труб можно производить с использованием ацетилена и его заменителей. При осуществлении резки трубу можно вращать роликами, как это показано на рисунке 132. 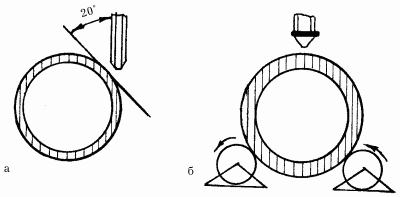 Рис. 132. Разрезание труб: а – скоростная резка; б – резка на роликах. На данном рисунке приведено и правильное положение резака, при котором участок взаимодейсвия металла с кислородом резко увеличивается, а образующийся в процессе работы шлак нагревает пограничные зоны трубы. Это, в свою очередь, очень улучшает условия резки металла. Вместе с тем такое положение резака удлиняет сроки предварительного подогрева металла до температуры воспламенения до 60–70 с. Чтобы сократить время нагрева, нужно сразу же ввести в участок разрезания стальной пруток или железный порошок. Тогда скорость резки труб с толщиной стенки до 12 мм и диаметром 300–1020 мм составит 1,5–2 м/мин. При резке отливок и поковок толщиной 300–800 мм можно воспользоваться ручным резаком типа РЗР-2, которому в начале резки нужно придать перпендикулярное по отношению к разрезаемой поверхности положение (или под углом в 5° в сторону, противоположную движению). Затем следует насквозь прорезать металл в месте начала линии разреза после предварительного подогрева. Далее надо начать перемещение инструмента под тем же углом, а к концу реза нужно сделать угол наклона инструмента в 10–15° в сторону, обратную движению, и уменьшить скорость движения. Это необходимо для окончательного прорезания конечного участка. Деформация при резке и борьба с ней. Неравномерный нагрев и охлаждение деталей или заготовок в процессе резки приводит к возникновению остаточных напряжений в металле и деформации. Чтобы этого не произошло, нужно выполнять при работе нижеперечисленные практические рекомендации: – перед началом работы следует провести отпуск; – резку начинать всегда с наибольшей по длине кромки, а заканчивать на короткой кромке; – сначала вырезать мелкие детали, а потом крупные; – скорость резки должна быть предельно высокой, чтобы кромки металла сильно не разогревались; – вырезка отверстий должна проводиться раньше других работ; – в процессе работы осуществлять охлаждение металла водой; – прежде нужно выполнять зигзагообразные разрезы, а потом прямые; – перед работой листы металла нужно надежно закреплять для предупреждения их смещения под влиянием остаточных напряжений; – при наличии перемычек их ликвидируют после окончания работ по резке. Ручная резка металлов большой толщины (300–700 мм) осуществляется резаком типа РЗР-2, который дает науглероживающее пламя требуемой величины. Инструмент в начале резки должен иметь наклон в сторону движения в 2–3° по отношению к плоскости торца, а в конце процесса – 2–3° в сторону, противоположную направлению движения (рис. 133). 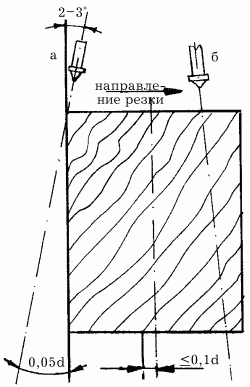 Рис. 133. Положение инструмента при резке металла большой толщины: а – перед началом резки; б – перед окончанием резки. Кислородно-флюсовая резкаЦветные металлы и их сплавы, чугуны, нержавеющие хромистые и хромоникелевые стали невозможно разрезать обычной газокислородной резкой. Для этого надо использовать плазменно-дуговую, а лучше кислородно-флюсовую резку. Сущность последней состоит в том, что в зону резания с помощью специальной аппаратуры непрерывно поступает порошкообразный флюс совместно с режущим кислородом. Флюс сгорает и расплавляет образующиеся тугоплавкие оксиды. Кроме того, флюс переводит оксиды в жидкотекучие шлаки, легко вытекающие из места разреза. Данная резка применяется, главным образом, для работы с чугуном и высоколегированными сталями толщиной до 70 мм. В качестве флюса применяется мелкогранулированный железный порошок марки ПЖ5М (ГОСТ 9849-74) с размерами частиц от 0,07 до 0,16 мм (используется для резки чугуна и меди). Для резки нержавеющих сталей к указанному порошку добавляют 10–12 % алюминиевого порошка марки АПВ. Можно использовать и алюминиево-магниевый порошок (60–80 %) в смеси с ферросилицием (20–40 %). При резке хромистых и хромоникелевых сталей используется железный порошок ПЖ5М с добавкой 25–50 % окалины. При резке чугуна можно добавить к этому порошку 30–35 % доменного феррофосфора. Смесь железного порошка с алюминиевым порошком (15–20 %) и феррофосфором (10–15 %) применяется при резке меди и ее сплавов. Данная резка осуществляется установкой УРХС-5, состоящей из резака и флюсопитателя. Установка может разрезать ручным или машинным способом высоколегированные хромоникелевые и хромистые стали толщиной 10–200 мм при скорости резания 230–760 мм/мин. На 1 м разреза расход кислорода составляет 0,20–2,75 м3, ацетилена – 0,017-0,130 м3и флюса – 0,20–1,3 кг. Чугун толщиной 50 мм режется со скоростью 70–100 мм/мин при расходе на 1 м разреза 2–4 м3кислорода, 0,16–0,25 м3ацетилена и 3,5–6 кг флюса. При резке сплавов меди получают приблизительно такие же параметры. Следует учитывать, что мощность подогревающего пламени нужно повысить на 15–25 % по сравнению с обычной газовой резкой, так как определенная часть теплоты этого пламени будет уходить на нагревание флюса. Пламя должно быть нормальным или с незначительным избытком ацетилена. От торца мундштука резака до поверхности металла должно быть расстояние в 15–25 мм. При малом расстоянии возможны хлопки и обратные удары пламени из-за отскакивания частиц флюса от поверхности и попадания их в сопло резака. Кроме того, может быть перегрев мундштука и вследствие этого нарушение процесса резки. Угол наклона инструмента следует сделать в 1–10° в сторону, обратную направлению резки. Для облегчения процесса резки сплавы меди нужно предварительно подогревать до 200–50 °C, а хромистые и хромоникелевые стали – до 300–400 °C. На практике довольно часто производится резка бетона и железобетона. Она выполняется 2 способами: кислородно-копьевой и порошково-копьевой резками. Кислородно-копьевая резка очень хорошо прожигает отверстия в бетоне. Она позволяет получить отверстия глубиной до 4 м при диаметре до 1,2 м. Этой резкой можно с успехом прижигать отверстия в стальной заготовке. При данном способе используется стальная труба (копье), один конец которой разогревается до температуры оплавления и приставляется к поверхности бетона. Через копье продувается кислород, который, взаимодействуя с раскаленным торцом трубы, восстанавливается. При этом возникают жидкотекучие оксиды железа, реагирующие с бетоном и превращающиеся в шлаки, которые затем легко выдуваются. Продвигая трубу вперед, можно прожечь требуемое отверстие в бетоне. В качестве копья можно использовать газовую тонкостенную трубу диаметром 10–20 мм, заполненную стальными прутками на 60–65 % ее объема или обмотанную снаружи стальной проволокой диаметром 3–4 мм, а также цельнотянутую толстостенную трубу диаметром 20–35 мм. Проволока и прутки выполняют при такой резке ту же функцию, что и флюс при кислородно-флюсовой резке. Копье нагревается, как правило, угольным электродом или горелкой. Порошково-копьевая резка характеризуется тем, что при ней используется железо-алюминиевый порошок в соотношении 85: 25. Как и флюс, этот порошок вдувается струей кислорода в зону резания. Параметры выполняемой работы при этом могут быть следующими. Так, например, при прожигании отверстия диаметром 50 мм и глубиной 500 мм, скорость продвижения составит 120–160 мм/мин при давлении кислорода 0,7 МПа, расходе порошка 30 кг/ч и расходе копья (трубы) 4 мм на каждый метр длины отверстия. При глубине отверстия 1,5 м и том же диаметре скорость углубления уменьшится до 40–70 мм/мин при давлении кислорода 1,0–1,2 МПа, расходе флюса 30 кг/ч и расходе копья 6 мм на 1 м длины отверстия. Поверхностная резка – разновидность кислородной резки. Она предназначена для вырезания на поверхности металла рельефа в виде одной или нескольких, раздельных или совмещенных канавок. В сварочных работах эта резка часто используется для вырезки дефектных участков швов. При данной резке источником нагрева металла будет являться и пламя резака, и расплавленный шлак, который при своем растекании подогревает глубоколежащие слои металла. Для этого вида работ хорошо подходят резаки типа РПА и РПК. Режим резки и угол наклона инструмента играют важную роль в эффективности поверхностной резки. На начальном этапе нужно прогреть область разреза до температуры воспламенения. Резак следует располагать при этом под углом 70–80° к поверхности металла. Перед подачей режущего кислорода инструменту необходимо придать наклонное положение под углом 15–45°. В процессе резки возникает очаговое горение металла; тем самым обеспечивается эффективная зачистка металлической поверхности, в том числе и за счет равномерного продвижения инструмента по линии намечаемого разреза. Положение резака при данном виде резки детально показано на рисунке 134. 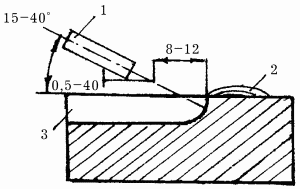 Рис. 134. Схема поверхностной кислородной резки: 1 – мундштук; 2 – шлак; 3 – канавка. Ширина и глубина канавки уменьшаются при увеличении скорости резки. Кроме того, глубина канавки становится меньше, когда уменьшается угол наклона мундштука инструмента и при падении давления режущего кислорода. Ширина канавки зависит от диаметра струи кислорода. Во время поверхностной резки нужно сделать ширину канавки в 5–6 раз больше ее глубины, чтобы предупредить возникновение закатов на поверхности. Если необходимо зачистить многочисленные дефекты на большой площади, то в этом случае следует произвести резку «елочкой» за один или несколько проходов с использованием колебательных движений резака. Особенности воздушно-дуговой резкиВоздушно-дуговая резка является одной из разновидностей разделительной резки и основана на выплавлении металла из участка резания теплотой электрической дуги, возбуждаемой между разрезаемым металлом и электродом. При этом струя сжатого воздуха непрерывно удаляет расплавленный металл из полости разреза. Этот вид резки нашел широкое применение при строительно-монтажных работах для грубой разделки металла толщиной до 30 мм, но только в том случае, если не нужно высокого качества, так как ширина разреза будет в 2–3 раза шире, чем при кислородной резке. Данную резку выполняют и для выплавки дефектных участков швов, устранения литников, обработки отливок и для зачистки поверхностей. Скорость такой резки при толщине металла 15 мм не превышает 120–150 мм/мин. Расход электрода составляет 1,0–1,5 кг на 1 м разрезаемого металла. Схема устройства резака для воздушно-дуговой резки приведена на рисунке 135. Он имеет клапанное воздушно-пусковое устройство и сопло для подачи сжатого воздуха в участок разрезания. Ток и воздух поступают через комбинированный кабель-шланг. 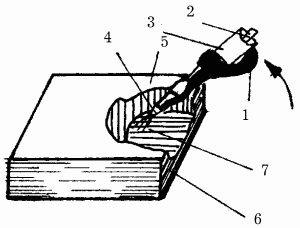 Рис. 135. Резак для воздушно-дуговой резки: 1 – трубка подачи воздуха; 2 – подача электродной проволоки; 3 – корпус резака; 4 – дуга; 5 – сопло подачи сжатого воздуха в зону горения; 6 – заготовка; 7 – выплавленный участок заготовки. Электроды для воздушно-дуговой резки представлены в виде угольных, графитовых, графитированных цилиндрических стержней или пластин длиной от 250 до 350 мм. Омедненные электроды намного лучше остальных, так как они меньше подвержены окислению. В настоящее время на практике широко используются 2 вида резаков: РВДм-315 и РВДл-1200. Первый аппарат рассчитан на ток 315 А, а расход воздуха составляет 20 м3/ч. РВДм-315 имеет массу 0,8 кг и широкий спектр применения. Диаметр электрода у этого аппарата составляет 6–10 мм. РВДл-1200 использует ток силой 1200 А при расходе воздуха 35 м3/ч. Данным аппаратом можно исправлять литейные заготовки, пользуясь при этом электродами с диаметром не менее 15–25 мм. Масса аппарата 1,6 кг. Воздух поступает под давлением 0,4–0,6 МПа либо от компрессора производительностью 20–30 м3/ч и более, либо от воздушной магистрали. При этом надо обязательно использовать масловлагоотделители, так как воздух должен быть чистым. Для указанного вида резки можно использовать как постоянный, так и переменный ток. Источниками постоянного тока могут выступать сварочные преобразователи или однопостовые и многопостовые выпрямители. В качестве источников переменного тока могут использоваться трансформаторы с низким напряжением и четкой вольт-амперной характеристикой холостого хода. Техника безопасности при газосварочных и газорезочных работахПри данных видах работ возможны следующие виды травматизма: поражение электрическим током, ожоги от капель металла и шлака, поражение глаз и поверхности кожи излучением электрической дуги, ушибы и ранения от взрывов баллонов сжатого газа и при сварке сосудов из-под горючих веществ, отравление вредными газами, пылью и испарениями, выделяющимися при сварке. Для защиты от поражения электрическим током нужно соблюдать следующие условия. Корпуса источников питания дуги, свариваемые изделия и сварочное вспомогательное оборудование должны быть надежно заземлены медным проводом, один конец которого присоединяют либо к металлическому прутку, вбитому в землю, либо к общей заземляющей поверхности, а второй конец присоединяют к корпусу источника питания дуги, а именно к специальному болту с надписью «Земля». Заземление переносных источников питания осуществляют до момента включения их в электрическую сеть, а снятие заземления – только лишь после отключения от сети. Подключение источников сварочного тока к сети предполагает обязательное использование настенных ящиков с рубильниками, зажимами и предохранителями. Длина проводов сетевого питания не должна превышать более 10 м. Провод нужно подвешивать на высоте 2,5–3 м. Вводы и выводы должны быть оборудованы воронками или втулками, которые предохраняют провода от перегибов, а изоляцию – от порчи. Подключать и отключать электросварочное оборудование, а также наблюдать за их исправным состоянием в ходе эксплуатации обязаны электрики. Сварщикам подобные работы выполнять запрещается. Нельзя использовать провода с поврежденной и ветхой изоляцией. Изоляция должна соответствовать силе применяемого тока. При наружных работах сварочное оборудование должно находиться под навесом с целью защиты от снега и дождя. При отсутствии этих условий сварка не допускается. Обязательно следует использовать резиновый коврик, галоши и резиновый шлем, а также наколенники и подлокотники, подшитые войлоком, при сварке внутренних швов котлов, труб, резервуаров и других закрытых, а тем более сложных конструкций. Все электросварочное оборудование нужно оснастить устройствами (АСН-1, АСН-30 или АСТ-500) автоматического отключения напряжения холостого хода или его ограничения до безопасной величины. При поражении электрическим током пострадавшему нужно оказать помощь: прежде всего освободить его от электропроводов, обеспечить доступ свежего воздуха, а при потере сознания как можно скорее сделать искусственное дыхание и вызвать «скорую помощь». Для защиты от брызг металла и шлака нужно применять спецодежду, а лицо закрывать щитком, маской или шлемом. Нужно заметить, что при сварке горизонтальных, потолочных и вертикальных швов нужно надевать брезентовые нарукавники и плотно завязывать их поверх рукавов. Спецодежда сварщика состоит из брезентового костюма, брезентовых рукавиц и кожаной или валяной обуви. Брюки должны быть без отворотов, гладкими, с напуском поверх ботинок или валенок. Рукавицы также должны иметь напуск на рукава и завязываться тесьмой. Для защиты глаз и кожи лица от излучения электрической дуги также следует использовать маску, щиток или шлем, так как яркость световых лучей сильно превышает допустимую для человеческого глаза норму и производит ослепляющее действие. Излучение невидимых ультрафиолетовых лучей при горении сварочной дуги способно вызвать в течение нескольких секунд заболевание глаз под названием электрофтальмия, которое характеризуется острой болью, слезотечением, спазмами век, резью в глазах. От этих лучей на коже при длительном их воздействии может появиться ожог. Инфракрасный спектр излучения при горении может вызвать помутнение хрусталиков глаза (катаракту) и ожоги лица. Однако указанные средства защиты имеют смотровое отверстие, снабженное светофильтром, который уменьшает яркость световых лучей дуги и, кроме того, задерживает инфракрасные и ультрафиолетовые лучи. Снаружи для защиты от брызг металла светофильтр защищен простым прозрачным стеклом. Предотвращение опасности взрыва. Взрыв может возникнуть при неправильном хранении, транспортировке и использовании баллонов со сжатыми газами, а также при сварочных работах в различных емкостях без предварительной аккуратной очистки их от остатков горючих веществ. Категорически запрещается устанавливать баллоны вблизи нагревательных приборов или под солнечными лучами. Баллоны на рабочем месте должны быть хорошо укреплены в вертикальном положении, исключающем любую возможность ударов и падений. Ни в коем случае нельзя отогревать открытым пламенем редуктор баллона с углекислотой и в любых баллонах со сжатым газом. Отогревание можно производить только тряпками, смоченными горячей водой. К эксплуатации должны допускаться только прошедшие освидетельствование и исправные баллоны. Транспортировка баллонов может осуществляться на специальных носилках или на подрессорных колясках. Для этого на баллоны навертывают предохранительные колпаки и кладут их на деревянные подкладки с гнездами, обитыми войлоком. Нужно всегда помнить о том, что совместная транспортировка кислородных и ацетиленовых баллонов запрещается. При работе баллон фиксируют в вертикальном положении с помощью хомутика на расстоянии не менее 5 м от места сварки. Перед началом работы выходное отверстие баллона нужно продуть. Расходование газа необходимо осуществлять до остаточного давления кислорода не меньше 0,05 МПа, а ацетилена 0,05–0,1 МПа. По завершении работы следует тщательно закрыть вентиль баллона, из редуктора и шлангов выпустить газ, потом снять редуктор, зафиксировать на штуцере заглушку и навернуть колпак на вентиль. Следует также своевременно освидетельствовать баллоны (1 раз в 5 лет) и пористую массу ацетиленовых баллонов (1 раз в год). Категорически запрещается хранить смазочные материалы и замасленную ветошь рядом с кислородными баллонами. Емкости из-под нефтепродуктов нужно перед сваркой промыть 2–3 раза горячим 10 %-ным раствором щелочи, а затем продуть паром или воздухом для удаления запаха. Тщательную продувку нужно производить и перед сваркой газопроводов. Защита от отравлений вредными газами, пылью и испарениями. Загрязнение воздуха указанными факторами происходит особенно сильно при работе электродами с качественным покрытием. В то же время количество пыли и газов значительно меньше при автоматической сварке, чем при ручной. Сварочная пыль является по своим физическим свойствам аэрозолью, состоящей из взвеси частиц минералов и оксидов металлов в газовой среде. Основные компоненты пыли – оксиды железа (до 70 %), хрома, марганца, кремния, а также фтористые соединения. Для организма наиболее вредны соединения фтора, марганца и хрома. Из газов, выделяемых при сварке в рабочих помещениях, наиболее токсичными являются оксиды углерода, азота, фтористый водород и другие. Поэтому для удаления пыли и вредных газов из зоны сварки и для подачи чистого воздуха нужно организовать общую и местную вентиляцию. Общую вентиляцию нужно сделать приточно-вытяжной, тогда как местная вентиляция должна быть с верхним, нижним и боковым отсосом, обеспечивающим удаление пыли и газов непосредственно из зоны сварки. Категорически запрещается работать в замкнутых емкостях без вентиляции, которая заключается в подаче по шлангу свежего воздуха в зону работы сварщика. Количество подаваемого воздуха должно составлять не менее 30 м3/ч. При ручной дуговой сварке электродами с качественными покрытиями объем вентиляции должен составлять 4000–6000 м3на 1 кг расхода электродов, при сварке в углекислом газе – до 1000 куб. м на 1 кг расплавляемой проволоки, а при автоматической сварке под флюсом – приблизительно 200 м3. Разрешается пользоваться естественной вентиляцией в том случае, если часовой расход электродов менее 0,2 кг на 1 м3помещения. Кроме этого, при эксплуатации газосварочного (резочного) оборудования нужно выполнять следующие требования. Перед проведением сварочных работ нужно тщательно ознакомиться с инструкциями по правилам пользования и техническими характеристиками различного оборудования (горелки, емкости, редукторы, шланги). В том случае, если вы не располагаете достаточным для проведения указанных работ объемом практических знаний, то необходимо проконсультироваться у специалистов (можно у рабочего-газосварщика). Новое оборудование нужно эксплуатировать только в течение гарантийного срока, который обеспечивает безопасность работ. Необходимо аккуратно выполнять повторные испытания, наладку и регулировку аппаратуры в те сроки, которые указаны в техническом паспорте. Причем испытания и ремонт могут проводить только специалисты. Запрещается производить сварочные работы и устанавливать оборудование около огнеопасных материалов. В период работы нельзя оставлять генератор без надзора, а также перемещать заряженный генератор. Подвижные ацетиленовые генераторы нужно устанавливать на расстоянии не менее 10 м от очагов огня. Эти генераторы необходимо монтировать строго вертикально и заправлять водой только до рекомендуемого уровня. Загружать генератор карбидом кальция нужно только той грануляции, которая записана в паспорте машины. После загрузки указанного вещества следует осуществить продувку генератора от остатков воздуха. Для предотвращения замерзания генератора необходимо удалить после работы воду. Если генератор все-таки замерз, то отогревать его можно только паром или ветошью, смоченной горячей водой, но не открытым пламенем. Ил нужно выгружать только лишь после окончательного разложения карбида и лишь в иловые ямы с надписью о запрещении курения. Наличие, исправность и заправленность водяного затвора генератора – необходимое условие безопасности работы этой установки. Перед работой нужно обязательно установить в затворе через его смесительный кран уровень воды либо низкозамерзающей жидкости (30 %-ный раствор хлористого кальция в воде или 60 %-ный раствор этиленгликоля в воде), которая заправляется при температуре воздуха ниже 0 °C. В водяном затворе уровень жидкости нужно устанавливать на высоте контрольного крана. После сварочных работ затвор следует промыть водой. Водяной затвор нужно еженедельно проверять на герметичность, а через каждые 3 месяца разбирать для очистки и промывания; после сборки следует выяснить надежность уплотнения обратного клапана. Карбид кальция следует хранить только в герметически закрытых барабанах, которые должны находиться в хорошо проветриваемых и сухих помещениях. При вскрытии барабана нельзя использовать стальное зубило и молоток для предупреждения образования искр, очень опасных для ацетилено-воздушных смесей. Разрешается вскрытие только специальным ножом, причем крышку предварительно покрывают маслом в месте разреза (можно просверлить отверстие, а потом произвести вырез ножницами). Нельзя использовать и медные инструменты, потому что ацетилен в условиях влажности может образовать с медью ацетиленовую медь, которая очень взрывоопасна даже при незначительных ударах. Фиксация редуктора на баллоне должна осуществляться с осторожностью, чтобы не сорвать резьбу; крепление должно быть плотным. Кислородная подача в редуктор проводится только при совсем ослабленной регулировочной пружине редуктора, а вентиль нужно открывать медленно. При этом следят за тем, чтобы не было утечки кислорода. При выявлении какой-либо неисправности ее надо ликвидировать после предварительного закрытия вентиля баллона. Газоподводящие шланги нужно герметично и плотно закрепить на ниппелях стяжными хомутиками. Контроль за исправностью газопроводов и шлангов должен проводиться постоянно. Категорически запрещается уменьшать давление кислорода на входе в резак ниже давления горючего в бачке; подсоединять более одной горелки к одному затвору; пользоваться резаком или горелкой, не снабженной обратным клапаном, который предохраняет шланг от проникновения в него пламени; перемещаться с работающей горелкой, а также оставлять без присмотра резак или горелку с зажженным пламенем. Нельзя начинать сварочные работы при отсутствии противопожарного инвентаря (огнетушитель, бочки или ведра с водой, ящики с песком и лопата); курить в процессе работы с карбидом кальция, жидкими горючими веществами и с ацетиленовым генератором; использовать для обдувания одежды кислород, а также применять инструменты собственного изготовления. Места проведения газопламенных работ должны быть хорошо очищены от взрывоопасных и легковоспламеняющихся веществ на расстоянии 30 м. Сами работы нужно проводить на расстоянии не менее 1,5 м от газоразборных постов и газопроводов, 5 м – от бачков с жидким горючим и баллонов, 10 м – от передвижных генераторов. Если пламя и искры направлены в сторону источников питания, то для их защиты следует воспользоваться металлическими ширмами. В сосудах и резервуарах газопламенные работы нужно выполнять в асбестовой или брезентовой одежде; работающий в сосуде должен быть снабжен страховочным канатом, предохранительным поясом, средствами индивидуальной защиты с притоком чистого воздуха. При возникновении обратного удара пламени сварочные работы нужно немедленно остановить, вентили на горелке или резаке перекрыть, а газосварщику незамедлительно покинуть закрытую емкость (если он там работает). Затем работающий должен осмотреть затвор и установить целостность редукторов и рукавов, а также уровень жидкости в затворе, если используется жидкостный затвор. Газопламенная пайкаГазопламенная пайка отличается от сварки тем, что при пайке расплавляется только припой, тогда как при сварке плавятся соединяемые кромки металла. При этом температура плавления припоя значительно меньше, чем у соединяемого металла. Нужно заметить, что при пайке происходит довольно большой расход металла, а отдельные виды припоев очень дороги. Кроме этого, часто пайка предполагает применение швов внахлестку. Ввиду этих причин пайка не так широко распространена, как сварка. Однако при некоторых видах работ она незаменима (пайка электро– и радиоаппаратуры, печатных схем точных приборов, внутренних швов пищевой и медицинской аппаратуры и др.). В паяльных работах используются низкотемпературные и высокотемпературные пайки. Низкотемпературная пайка осуществляется с использованием припоев с температурой плавления ниже 550 °C, а высокотемпературная предусматривает применение припоев с температурой плавления свыше 550 °C. Низкотемпературную пайку можно осуществлять электрическими паяльниками или газоводушными горелками, а высокотемпературную – горелками, которые работают на кислородно-пропановой или ацетилен-бутановой смеси. При пайке крупногабаритных изделий можно применять многопламенные горелки. Выбор того или иного вида припоя будет зависеть от вида паяемого металла и, конечно, от вида пайки. Для низкотемпературной пайки используются оловянисто-цинковые и оловянисто-свинцовые припои, причем последние получили довольно широкое распространение. Для высокотемпературной пайки применяются серебряные, медно-цинковые и медно-фосфористые припои. Самую широкую область применения имеют серебряные припои, которые дают высокое качество пайки почти всех черных и цветных металлов (за исключением цинка и алюминия). Медно-цинковые припои находят применение для пайки никеля, стали и чугуна, хотя их можно использовать и для паяния металлов медной группы. Медно-фосфористые припои применяются только при пайке меди и ее сплавов (латунь, бронза). Эти припои характеризуются тем, что при пайке меди вообще не требуют флюса, но они довольно хрупкие и поэтому их нельзя применять в конструкциях, которые подвергаются механическим нагрузкам. Применение флюсов при пайке необходимо практически всегда, так как они растворяют образующиеся при пайке оксиды, улучшают смачивание припоем металла, а также препятствуют окислению металла и припоя. При низкотемпературной пайке наиболее часто используется такой флюс, как канифоль. Хлористый цинк, хлористый аммоний, фтористый натрий применяются реже. Высокотемпературная пайка цветных и черных металлов предполагает использование флюсов чаще всего на основе буры. В случае повышения рабочей температуры пайки (когда применяются более тугоплавкие припои) иногда добавляется борная кислота. Комплекс солей, состоящий из хлоридов щелочных и щелочно-земельных металлов, используется при пайке магниевых и алюминиевых сплавов. Во флюс вводится хлористый цинк, фтористый калий и другие соединения щелочных металлов тогда, когда необходимо выполнить работу легкоплавким припоем. Следует заметить, что при газопламенной пайке лучше всего применять флюсы в виде порошка или паст. Особенности паяных швов. При пайке, как уже указывалось выше, используются в основном нахлесточные швы, прочность соединения которых тесно связана с величиной нахлеста. Однако при паяльных работах применяются еще стыковые, втулочные, специальные швы, а также швы с отбортовкой (рис. 136). 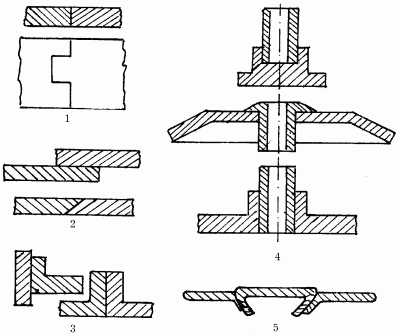 Рис. 136. Типы паяных швов: 1 – стыковые; 2 – нахлесточные; 3 – с отбортовкой; 4 – втулочные; 5 – специальные. Нужно запомнить, что для улучшения надежности стыкового соединения его площадь можно увеличить путем выполнения косого или зубчатого стыка. Конечно, такая конструкция паяного шва потребует специальной и точной механической обработки, но она хорошо оправдывает себя, например, при пайке полотен циркулярных и ленточных пил. Пайка различных трубчатых конструкций применяется весьма широко. Особенности трубчатых соединений показаны на рис. 137. 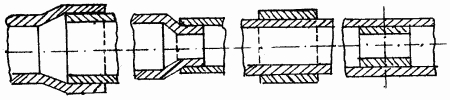 Рис. 137. Варианты трубчатых соединений. Трубчатые соединения типов 1 и 2 возможны в том случае, когда допускается увеличение наружного диаметра трубы, а соединения типов 3 и 4 – когда нужно сохранить точный диаметр трубы. При пайке величину зазора между деталями необходимо сделать наименьшей. Это нужно для улучшения заполнения зазора припоем под воздействием капиллярных сил. Тавровый тип соединения используется при пайке относительно редко. Технология пайкиХод работы при низкотемпературной пайке будет таким. Перед началом работы соединяемые детали следует тщательно очистить, а затем провести их лужение, то есть нанести путем натирания, погружения в расплав или электролитическим методом тонкий слой олова на поверхность этих деталей. Затем нужно соединить детали так, чтобы между ними остался зазор в 1–2 мм. Потом на поверхность участка соединения необходимо нанести флюс. На заключительном этапе расплавленный с помощью горелки припой заливают в зазор, а потом наносят еще на поверхность металла вокруг зазора. При высокотемпературной пайке технология будет несколько иной. Вначале нужно провести очистку деталей и их лужение таким же образом, как и при низкотемпературной пайке. Потом необходимо аккуратно соединить детали, тщательно соблюдая рекомендуемую величину зазора. Затем следует прогреть детали в месте соединения факелом горелки до температуры расплавления и растекания припоя (это составит зону шириной около 30 мм в обе стороны от центра пайки) и нанести флюс. Далее нужно расплавить сам припой и погрузить его во флюс, а затем через некоторое время вынуть. Как только флюс на припое расплавится, надо залить припой в зазор и для хорошего растекания его в полости зазора несколько раз чуть сместить разогретые ранее детали. При этом нельзя плавить припой в пламени горелки. Высокотемпературную пайку следует производить газовым пламенем нормального состава (небольшой избыток горючего допускается). Удельная мощность пламени должна составить (по ацетилену) для нержавеющей стали 60–70, для углеродистой стали – 100–200, меди – 150–200, латуни – 100–120 л/чмм. Здесь следует упомянуть о том, что под удельной мощностью пламени понимается часовой расход ацетилена в литрах, приходящийся на 1 мм толщины свариваемого или подвергаемого пайке металла. После окончания процесса пайки следует отвести пламя горелки в сторону, а соединенные детали оставить для естественного остывания. При этом ни в коем случае нельзя пытаться ускорить процесс охлаждения. В конце работы нужно очистить шов от флюса смоченной в теплой воде ветошью. Дефекты сварки и способы их устраненияДефекты сварных швов появляются в результате либо неправильного выбора, либо нарушения технологии изготовления сварной конструкции, а также в результате использования некачественных сварочных материалов и невысокой квалификации сварщика. Дефекты подразделяются на внешние и внутренние. Причем внешние дефекты можно выявить путем осмотра невооруженным глазом или с помощью лупы с десятикратным увеличением, в то время как для установления внутренних дефектов требуется использование специальных методов: металлографические исследования, химический анализ, механические испытания, просвечивание рентгеновскими или гамма-лучами, магнитные и ультразвуковые методы контроля. Для выявления дефектов сварное соединение нужно предварительно очистить от шлака, окалины и металлических брызг. К внешним дефектам относятся: нарушение размеров и формы шва, подрез зоны сплавления, прожог, наплыв, непровар, поверхностное окисление, незаваренные кратеры, поверхностные поры, продольные и поперечные трещины. К внутренним дефектам относятся следующие: внутренние поры, непровар, неметаллические включения и микротрещины. Нарушение размеров и форм шва проявляется в чрезмерном усилении и резких переходах от основного металла к наплавленному, а также в неполномерности высоты и ширины шва. При ручной сварке данные дефекты возникают в результате неаккуратной подготовки свариваемых кромок, неправильного выбора сварочного тока, невысокого качества сборки под сварку и низкой квалификации сварщика. Дефекты формы шва могут возникнуть и в результате колебания напряжения в сети при выполнении работы. При автоматизированной сварке нарушения размеров и формы швов могут быть из-за несоблюдения режима сварочного процесса (скорости сварки, скорости подачи электродов, сварочного тока) и неправильной разделки шва. Подрез зоны сплавления выглядит в виде узкого углубления в основном металле вдоль края сварного шва. Этот дефект возникает при усиленной мощности горелки, при сварке удлиненной дугой, неправильном положении электрода или горелки и присадочного прутка, а также при сварке большим током. Прожог представляет собой сквозное отверстие в сварном шве. Основные причины его возникновения следующие: малая толщина свариваемого металла, завышенная мощность пламени горелки, большой сварочный ток, незначительное притупление свариваемых кромок и неравномерный зазор между ними по расстоянию. Наплыв – натекание металла шва на непрогретую поверхность свариваемого металла или прежде выполненного валика без сплавления с ним. Дефект возникает при некачественных электродах и несоответствии скорости сварки и сварочного тока разделке шва, а также при низкой квалификации сварщика. Непровар проявляется в виде местного несплавления свариваемых кромок основного и наплавленного металлов и может быть результатом плохой подготовки свариваемых кромок (отсутствие зазора, большое притупление, незначительный угол скоса), смещения электрода к одной из кромок, быстрого перемещения электрода по шву. Поверхностное окисление – окисление металла шва и примыкающего к нему основного металла главным образом из-за сильно окисляющей среды, очень высокой мощности пламени сварочной горелки, большой длины дуги, слишком сильного сварочного тока, медленного перемещения электрода или горелки вдоль шва. Поверхностные и внутренние поры являются результатом попадания в металлический шов различных газов, образующихся при сварке (азот, водород, углекислый газ и др.). Азот попадает в шов из атмосферного воздуха при недостаточно тщательной защите расплавленного металла в зоне сварки. Из компонентов покрытия электродов, воды и масла образуется водород. Оксид углерода возникает в процессе сварки стали при сгорании содержащегося в ней углерода. Дело в том, что при повышенном содержании углерода в электродах и свариваемой стали, а также при дефиците в сварочной ванне раскислителей и высокой скорости сварки оксид углерода не успевает улетучиться и остается в металле. Итак, пористость – итог неаккуратной подготовки свариваемых кромок (ржавчина, замасленность, загрязненность), недостатка раскислителей, использования влажного флюса, электродов с сырым покрытием и больших скоростей сварки. Наружные и внутренние трещины (микротрещины) возникают главным образом в результате появляющихся в металле напряжений из-за его неравномерного нагревания, охлаждения и усадки. Легированные и высокоуглеродистые стали при охлаждении после сварки закаливаются; в результате этого могут появиться трещины. Высокое содержание в стали вредных примесей (серы и фосфора) также может вызвать образование трещин. Следует заметить, что наружные и внутренние трещины являются наиболее опасными и недопустимыми дефектами швов. |
|
||
|
Главная | В избранное | Наш E-MAIL | Добавить материал | Нашёл ошибку | Другие сайты | Наверх |
||||
|
|
||||