|
||||
|
|
8. АЗБУКА СТРОИТЕЛЬСТВА 8.1. Начнем с начала Существует расхожее заблуждение, что проект – вещь ненужная, дескать, «мы и так все сделаем». Да, проект действительно не нужен... «шабашникам», так как его отсутствие открывает им путь к многочисленным упрощениям и «ускорениям», что, в общем-то, неплохо, не будь это в ущерб качеству. Интерес таких мастеров известен: работа – расчет и «...мы не увидимся уже». Мы же строим себе среду обитания на лучшее наше время – отдых. А это значит, что любой объект должен не только быть функциональным, но и радовать глаз. Естественно желание минимизировать затраты на его сооружение, а качество, включая долговечность, поднять на максимальную высоту. А теперь зададимся вопросом: где, как не в проекте, мы можем с легкостью перенести крыльцо, террасу, дверь – да что там эти мелочи, – вообще сотворить несколько объектов и выбрать из них лучший для реализации в натуре? Конечно, только в проекте, и больше нигде. Отсутствие предварительных расчетов переносит неизбежный процесс принятия решения на строительную площадку, что связано с потерями дорогого рабочего времени, в силу чего иногда принимаются не лучшие варианты. А казалось бы, чего проще: не пороть горячку в страдную пору, а продумать и взвесить все заранее. Только проект дает возможность ответить на вопрос: сколько и какого материала необходимо для той или иной постройки? Чем детальнее и тщательнее он выполнен, тем более точный ответ дает он на этот вопрос, что открывает возможность снижения затрат (и стоимостных, и временных) на приобретение материалов, которые иногда составляют львиную долю суммарных расходов. Оценить же смету строительства можно лишь при наличии того или иного проекта. Если приведенных выше аргументов в пользу проекта кому-то недостаточно, посмотрим, что он собой представляет. Проект, например жилого сельского дома, созданный проектной организацией, – это несколько альбомов конструкторской документации. Наш же проект – «индивидуальный» еще и потому, что он рассчитан на нас самих. А это значит, что если он отвечает на два главных вопроса: что и как нужно делать на стройплощадке в каждой конкретной фазе строительства и сколько материала нужно для всего объекта – то проект нас удовлетворяет. Конкретное же воплощение проекта (эскизы, спецификации и т. д.) зависит как от сложности возводимого объекта, так и от опыта строителя. А отсюда и вывод: проект необходим, и он не так уж страшен. Следовательно, если вы настроены серьезно – начните с проекта (рис. 8.1).  Рис. 8.1. Начнем с проекта О стройматериалах. Проект, который у нас уже есть, и стройматериалы (их номенклатура и количество) связаны между собой неразрывно. Проект однозначно определяет потребность в материалах. Возможен и другой случай: наличие стройматериалов существенно влияет на проект. Но этот вариант мы рассмотрим позже, а сейчас ответим на вопрос: каким должен быть запас материала по отношению к номинально необходимому по проекту? Рассмотрим этот вопрос на примере пиломатериалов. Так или иначе, а их надо резать. И тут вполне приемлем принцип минимизации отходов. Предположим, мы нарезаем доски длиной 2250 мм для внутренней обшивки строения. В продаже имеются доски длиной 3000 мм. Остаток составляет 750 мм. Если, согласно проекту, остатки идут в дело целиком (где-либо имеется такая поверхность, которую необходимо зашивать досками длиной именно 750 мм), то можем себя поздравить – у нас «нулевой» отход (практически он будет, разумеется, больше нуля, но ненамного). Если же указанные обрезки попадают в разряд неутилизируемых отходов, есть над чем задуматься – отход в этом случае составляет 25%, что очень много. Выходов из этой ситуации может быть несколько. Во-первых, можно вернуться к проекту с целью его пересмотра (один из случаев влияния «материала» на проект), а если это нас не устраивает, надо искать другой исходный материал. Так, закупив пятиметровые доски и нарезая из них две необходимые нам доски, можно свести процент отхода уже к десяти. Возможны и несколько более сложные случаи. Так, нарезая нужные нам доски из исходной шестиметровой, получаем в остатке полутораметровые, и, если (опять же согласно проекту) нам есть куда использовать доски длиной 1200 мм, неутилизируемый остаток составит 300 мм, а это уже 5%, что просто отлично (рис. 8.2). Чисто проектными мерами можно утилизировать и «коротышки» (например, использовать их для лестничных подступенков), но в любом случае на стадии заготовки стройматериалов придется изрядно повозиться с проектом и калькулятором. Наглядным примером влияния материала на проект является конструирование крыши под шиферную кровлю – здесь при определении размеров стропил надо четко учитывать размеры листа, в то время как в случае других кровельных материалов это не так критично. Некий запас необходим и при заготовке кровельных и стеновых материалов – куда проще утилизировать излишки (в разумных пределах) в развивающемся хозяйстве, чем бегать в разгар строительства за недостающим материалом, да еще определенного типоразмера. Понятно, что цемент и рулонные кровельные материалы впрок запасать не стоит – их лучше приобретать по мере необходимости. Но вот вопрос: стоит ли возиться со всеми этими расчетами запасов? Стоит – и тому есть причины. Несмотря на то, что времена, когда покупка стройматериалов была жуткой проблемой, миновали, проще не стало. Во-первых, стройматериалы подорожали (по отношению к зарплате «среднего» россиянина), и весьма существенно. Во-вторых, в основной своей массе качество стройматериалов не повысилось. Применительно к пиломатериалам, например, можно сказать, что все они еще вчера «ветками махали». Это не смущает ни продавцов, ни многочисленные фирмы-подрядчики, специализирующиеся на строительстве дачных и садовых домиков. Однако вряд ли это может устроить нас. Где же выход? Он один: пиломатериалы нужно покупать загодя, по меньшей мере за год до строительства, с непременным их хранением под укрытием до начала использования. При этом и закупка, и транспортирование, и хранение с неоправданными излишками становятся накладными – отсюда и необходимость в возможно более точном определении количества потребного материала.  Рис. 8.2. Резать... так надобно с умом С затратами на материал связано и еще одно заблуждение – стремление купить материал подешевле. С этим суждением, в свою очередь, связана и ошибочная оценка стоимости работ в пропорциональном соотношении со стоимостью материала. Давайте разберемся и с этими вопросами. Рассмотрим конкретный случай – наружную обшивку, например каркасного строения. Крайние варианты ее исполнения: использование самого дорогого материала – вагонки и обшивка самым дешевым материалом – необрезной доской. Нам могут возразить: дескать, результат – внешний вид – будет весьма разным. Оговоримся: качество должно быть одинаковым. А как этого добиться? Надо довести необрезную доску до кондиции вагонки (точнее, обшивочной доски). Это вполне возможно, но для этого, как говорится, придется изрядно попотеть. Трудозатраты при использовании вагонки минимальны, а в случае использования необрезной доски – наоборот. Очевидно также, что стоимость работ в нашем случае обратно пропорциональна стоимости материала. А вот что совершенно неочевидно, так это какой из двух рассматриваемых вариантов дешевле. Не зря народная молва гласит: «Время, которое у нас есть, – это деньги, которых у нас нет». Если добавить к этому, что есть еще и промежуточные варианты выполнения обшивки (вагонка минимальной толщины по обшивке из обрезной неструганой доски, например), то становится ясно, что для определения «дешевизны» того или иного варианта надо определять суммарную стоимость материала и трудозатрат на его использование. И вот тут-то всплывает главная загвоздка: трудозатраты-то у каждого строителя на одну и ту же работу свои, и зависят они не только от квалификации, но и от инструментальной базы каждого умельца. Смотрите, как далеко можно уйти от цены на материал при его выборе. Все, о чем тут говорилось, резонно учесть при выборе материала. Вспоминается, как двое «бывалых», обсуждая этот вопрос, пришли к единодушному выводу: «дорогой материал дешевле», но, с другой стороны, вопрос этот и является одним из основных при индивидуальном проектировании. 8.2. Пора и за работу Так или иначе, а наступает пора, когда при наличии каких-никаких проекта и материалов начинается собственно строительство. И первым всплывает вопрос «о кооперации». Практика многократно подтвердила – дом можно построить в одиночку. И хотя это не подвиг (ходят же люди в одиночку в кругосветку), это и не оптимальный вариант. Многие умельцы со стажем и солидным опытом сошлись во мнении, что работа вдвоем идет быстрее втрое, чем в одиночку (это в среднем, а по отдельным видам работ еще быстрее). То есть два «кооператора», отработав вместе один день, производят объем работ, равный трем трудодням. Производительность труда увеличивается в полтора раза. Есть, конечно, и опасность перевести совместную работу в непрерывное производственное совещание, но тут все дело в правильной организации коллективного труда, при которой «овчинка выделки стоит». Очень весомым по эффективности в повышении производительности труда является процесс организации рабочего места с изготовлением необходимой оснастки и приспособлений. Ведь одна доска, которую можно быстренько отрезать и «на коленке», на самом деле никогда не бывает одной – сколько их, таких «одних», приходится обрабатывать в процессе строительства. Практика многократно подтвердила правоту тех, кто рекомендует начинать любое строительство с изготовления верстака. Мало того, думается, что весьма справедлив лозунг: «Побольше верстаков – хороших и разных!» Конструкция верстака определяется целями, для которых он используется. Так, верстак для столярных работ непригоден, например, для плотницких работ с досками длиной порядка 6 м. Есть своя специфика у верстаков для работы с электроинструментом, верстаки могут иметь общий характер и частное предназначение. В начале строительства верстак может быть установлен под открытым небом (максимум простора) и может быть установлен под крышей, как только она появится, и т. д., и т. п. Главное – верстаку быть. В начальной фазе строительства его желательно изготовить из досок максимальной имеющейся длины и установить, что называется, «намертво». Полезно нанести на него мерную шкалу, а необходимые упоры и другие приспособления, количество и расположение которых меняется в зависимости от производимых операций, можно крепить гвоздями. Не надо жалеть материал на верстак – в заключительной фазе строительства его можно разобрать, а материал использовать вполне достойно. Не менее важным моментом является обустройство лесов для кровельных работ, зашивки фронтонов, окраски строений и прочих работ, производимых на высоте. На рис. 8.3 приведена конструкция лесов, которые изготавливаются и монтируются одним человеком за половину рабочего дня. Материалом является только доска «дюймовка» (можно и «двадцатку»). Такие леса в действительности исправно послужили несколько лет, а после разборки материал был использован не где-нибудь, а на внутренней обшивке (естественно, после соответствующей обработки). Вот и судите сами: стоит ли экономить на лесах, когда выигрыш от их использования просто несоизмерим с затратами на их изготовление. Немалую роль в ускорении строительства играют всевозможные приспособления для различных работ. Какие-то из них описаны в литературе, какие-то нетрудно придумать самим. Просто нужно, приступая к какому-либо этапу строительства, задаться вопросом: а как можно упростить или ускорить данную работу? Нередко ответ лежит на поверхности. Конкретный пример – требуется настелить пол в узкой комнате второго этажа (шириной около двух метров). Это делается досками толщиной 50 мм поперек помещения, с опорой на три лаги, одновременно являющиеся потолочными балками первого этажа (см. дом в четырех уровнях). Положение осложняется тем, что исходный материал оказывается весьма тяжелым для задуманного дела. Во первых, будучи короткими и толстыми, доски являются очень жесткими в процессе сплачивания, о чем выше уже говорилось. Во-вторых, доски строгались самостоятельно, в силу чего имели разнотолщинность и по концам, и по краям (рис. 8.4). В третьих, набранные из остатков, многие доски имели сильные погиб и закрученность. Последняя, как правило, обычным строганием не устраняется. Конечно, из любой исходной доски можно в итоге получить идеальный параллелепипед («если долго мучиться, что-нибудь получится»). Но опять же, во-первых, из исходных досок с разной закруткой получаются идеальные доски разной толщины, а во-вторых, самое время вспомнить о трудозатратах – ведь с их учетом идеальные доски могут оказаться «дороже золотых». А если учесть, что идеальные доски всех проблем качественного пола все равно не решат (обязательно скажутся еще и погрешности исходного материала, изготовления и монтажа половых лаг), то становится очевидным: производством (да еще кустарным) идеальных досок заниматься не стоит. Надо заниматься полом. А у него какие критерии качества? Он должен быть сплошным (без щелей), ровным (как можно ближе к горизонтальной плоскости) и гладким. Резонно последовательно обеспечить критерии качества в процессе изготовления пола (причем первый и третий наиболее критичны). О давно известном припиливании кромок сопрягаемых половиц выше уже говорилось. Но дело в том, что так работали еще при «царе Горохе». Неужели технический прогресс и хотя бы частичная «электрификация» всей страны нам ничего не дали для этого случая? Конечно, дали, и очень много, в частности – электроинструмент. Пробуем использовать для припиливания кромок стыкуемых половиц ручную электропилу и убеждаемся, что эта операция ей по силам и без скашивания кромок половиц, однако проблема припиливания половиц на лагах и по концам (у стен) при этом не только не решается, но даже становится более сложной: лаги можно легко повредить, а к стенкам с пилой не подступиться. Вспоминаем, что половицы короткие, и делаем последний шаг – переносим операцию сплачивания на специальный верстак или стапель (рис. 8.5, 8.6), на котором последовательно обрабатываем стыки 1-й и 2-й половиц, 2-й и 3-й и т. д., с последующей установкой их на штатное место в порядке обработки. С большими или меньшими трудозатратами обеспечивается и гладкость пола. О тонкостях этой технологии поговорим ниже.  Рис. 8.3. Конструкция строительных лесов из тонких досок  Рис. 8.4. Пол из самостоятельно оструганных досок 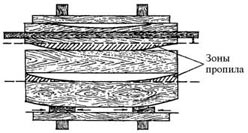 Рис. 8.5. Стапель для припиливания половиц 8.3. Инструмент – дело серьезное Об обычном (не электрическом) инструменте уже много сказано в литературе. Особо стоит подчеркнуть только следующее. Любой инструмент должен быть в порядке: рукоятки насажены надежно, лезвия наточены и т. д. И дело не только в технике безопасности (хотя и этого хватило бы) и повышении эффективности работы исправным инструментом, а еще и в том, что некоторые операции некачественным инструментом просто невыполнимы (чистовое строгание – тупым рубанком, точное притесывание – тупым топором и т. д.). Сложнее с электроинструментом. Достоинства его неоспоримы (ведь он не просто повышает производительность труда, но и предоставляет мастеру качественно новые возможности). Например, электроинструмент позволяет быстро выбирать четверть, а значит, изготавливать обшивочную доску (вагонку) из обычной обрезной. 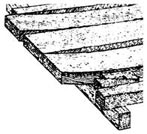 Рис. 8.6. Щели, обусловленные погибом половых досок Поговорим о нетрадиционных операциях, которые становятся доступными при наличии электроинструмента. Электрорубанком, к примеру, можно строгать доски поперек волокон, что не рекомендуется делать ручным рубанком. Могут спросить: а зачем это нужно? А вот зачем. Рассмотрим «ужасный» пол, настланный досками, оструганными застройщиком самостоятельно. Из-за погрешностей строгания и различного погиба исходных досок «ступеньки» на стыках кромок половиц могут достигать высоты в несколько миллиметров. Даже такой пол сравнительно легко можно пристрогать электрорубанком. При этом его перемещают в направлениях, указанных стрелками на рис. 8.7, где у стен рубанок ведут, в частности, и поперек досок. На расстоянии 10 – 15 мм от стенки (в зоне недосягаемости электрорубанка) уже не обойтись без острого топора и маленького ручного рубанка, но основной объем работы приходится на электроинструмент. Пол доводится таким образом до идеального состояния по ровности и гладкости. При этом на заключительной стадии обработки рубанок все-таки проводится вдоль досок при минимально возможном вылете ножей. Само собой разумеется, что ножи рубанка не должны встречаться с гвоздями, которые при их наличии следует утопить в доски при помощи бородка. 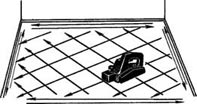 Рис. 8.7. Пристругивание пола электрическим рубанком Выборку вполдерева, традиционно выполняемую долотом, можно очень легко, быстро, а главное, качественно выполнить ручной электропилой (рис. 8.8). Последовательность действий при этом такая: пилой с выставленным на требуемую глубину пиления диском сначала проводят по границам выборки, тем самым обозначая ее размер. Затем между полученными пропилами делают серию промежуточных пропилов, можно под разными углами к крайним. Завершают операцию проведением поперек детали слегка развернутой к направлению движения пилой. При некоторой сноровке можно получить выборку, по качеству недостижимую при выполнении долотом.  Рис. 8.8. Выборка вполдерева электропилой Но существует у работы электроинструментом и другая сторона. В автомобильном мире бытует высказывание: «Автомобиль купил, права купил, а ездить – не купил». Подобное происходит и с человеком, который, купив электроинструмент, впервые взял его в руки. На производстве, по крайней мере в прежние времена, было и обучение, и различные инструктажи по технике безопасности, и всевозможные проверки. А частник – «сам себе режиссер». Кончается такая самостоятельность нередко весьма плачевно – уж очень много отрезанных пальцев и иных травм получено именно при общении с электроинструментом. Поэтому, чтобы иметь только пользу от электроинструмента, давайте побережемся (рис. 8.9).  Рис. 8.9. Поберегитесь сами Прежде всего следует неукоснительно выполнять все правила электробезопасности, которые изложены как в специальной литературе, так и в инструкциях, прилагаемых к электроинструменту. Затем запомним еще несколько правил, продиктованных богатой практикой многих умельцев. Правило первое. Никогда режущие части инструмента (зубья пил, лезвия рубанков и т. п.) не должны сближаться с руками, равно как и с другими частями тела! Правильным при этом будет даже исключение встречного движения рук и инструмента в процессе работы. Правило второе. Береги электропровод инструмента! По существу – это правило первое, но в отношении электрошнура. Он, к сожалению, доставляет много хлопот, которых не избежать (речь, конечно, о ручном электроинструменте). Риск повредить провод минимален, если обеспечить ему в процессе работы положение сзади по ходу и сверху инструмента. Умельцы давно пользуются разными приемами обеспечения такого положения (рис. 8.10). 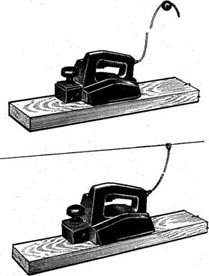 Рис. 8.10. Берегите шнур электроинструмента Правило третье. Требует особого внимания режим «выбега» двигателя инструмента: операция произведена, кнопка включения отпущена, а рабочая часть инструмента вращается по инерции. Это особо опасный момент – инструмент перемещается в сторону и «куда-то» кладется или ставится, а внимание работающего легко переключается на обрабатываемую деталь, чтобы посмотреть: «а что получилось?». Именно в это время происходит большинство неприятностей. Положение усугубляется тем, что у электропил, например, защитный кожух диска может быть не закрыт (либо зафиксирован крючком, либо ослабла или сломана возвратная пружина, что бывает часто). Выходов два: либо вы не выпускаете инструмент из рук до полной остановки двигателя, а это может длиться достаточно долго (чем больше «выбег», тем лучше состояние инструмента), либо, если жаль времени, рабочее место должно быть оборудовано безопасным во всех отношениях «пристанищем» электроинструмента. Иногда это совсем просто: например, для «успокоения» рубанка достаточно подложить под его рабочую поверхность (лучше сзади) тоненькую дощечку (да просто щепку), чтобы приподнять ножи барабана над поверхностью, с которой они могут соприкоснуться. Главное – такое «пристанище» должно быть у каждого инструмента, и у каждого – свое! Это и есть правило третье. Приведенные выше правила (как любые правила техники безопасности) писаны дорогой ценой, заплаченной многими. Но конечно, личное дело каждого: воспользоваться ли чужим опытом, или заплатить за тот же опыт свою, возможно, весьма немалую, цену. И, наконец, два не столь критичных, но тоже весомых совета: не работайте инструментом с тупыми дисками, ножами и т. п. – это может оказаться «себе дороже», поскольку можно легко загубить двигатель; храните инструмент, когда вы им не работаете (в основном, зимой), в теплом помещении. 8.4. Поговорим о технологии Правильная технологическая цепочка в строительстве предусматривает организацию работ по их видам с привязкой к этапам возведения объекта. Понятно, что любая постройка начинается с фундамента. И работы надо вести так, чтобы к зиме он оказался нагруженным в максимальной степени, особенно при строительстве на пучинистых грунтах. Пока фундамент «дозревает» (а это необходимо почти всегда), резонно приступить к обработке исходного материала и изготовлению из него необходимых деталей постройки. Например, при возведении каркасного дома имеет смысл сразу изготовить все элементы каркаса. Для этого хорошо иметь соответствующие спецификации с эскизами деталей и узлов с указанием их количества. Сюда же следует отнести и изготовление деталей основания кровли (стропил), хотя вопрос об их сборке в узлы решается в зависимости от того, что проще: делать сборку «внизу» и поднимать узлы наверх или поднимать детали и собирать их в узлы «наверху». Перечисленные действия характеризуются единой совокупностью элементарных технологических операций: разметкой, отрезкой, частичной сборкой и т. п. Следовательно, подготовительно-заключительное время на организацию соответствующих рабочих мест, изготовление специальной оснастки и оборудования, освобождение территории (которой всегда не хватает) от отслужившей оснастки и оборудования надо затратить один раз. Причем время это не зависит от числа произведенных единиц (размеченных и отрезанных досок и т. п.), а значит, чем больше сделано изделий «с одного настроя», тем меньше доля дополнительного времени, затраченная на одно изделие. Логично сразу сделать все необходимое количество тех или иных деталей или элементов. Есть и еще одно весьма важное обстоятельство в пользу единовременного изготовления всех однотипных деталей и узлов. Приходилось наблюдать, как работает бригада, у всех – рулетки (у каждого своя), все меряют, все режут (каждый в своем «углу», на своей «коленке»). Опасное это дело, и кончается всегда одинаково – «почему-то» заготовки плохо стыкуются, а собранные однотипные узлы получаются разными. Есть два надежных способа избежать такой неразберихи – это «пакетная» обработка однотипных деталей и их изготовление по шаблонам. В первом случае идентичность однотипных деталей обеспечивается тем, что они обрабатываются совместно, будучи собраны в один «пакет». Во втором – тщательно единожды вымеренная и при возможности подогнанная к месту деталь является шаблоном для изготовления всей партии (заметьте: всей партии). В противном случае придется, возможно, изготавливать новый шаблон, а это, помимо лишних трудозатрат, чревато... Можно при необходимости сохранять шаблоны. Но учтите: стройка – механизм весьма динамичный (и это правильно): шаблонов за время строительства понадобится очень много. Следовательно, их надо где-то хранить, а значит, куда-то постоянно перетаскивать. Нужный шаблон в нужное время куда-то обязательно «нырнет», зато уж и «всплывет», когда не надо. Сколько мороки! А как приятно в процессе монтажа однотипных заготовок замкнуть ряд шаблоном и забыть про него. Интересным примером пакетной обработки является изготовление обшивочной доски из обрезной (рис. 8.11). Набранные в пакет и установленные наклонно доски простругиваются, желательно электрорубанком, так, чтобы плоскость верхней грани пакета была горизонтальной и гладкой. Затем его переворачивают и операция повторяется. Смотрите, сколько требуется подготовки для этой операции: собрать стапель или оснастить верстак специальными зажимными брусками, которые нужно тщательно изготовить, настроить электрорубанок, правильно оборудовать рабочее место. Конечно, лучше это делать один раз!  Рис. 8.11. Пакетное изготовление обшивочной доски Нередко располагаемая инструментальная база и основанная на ней технология определяют конструкцию изготавливаемых деталей. Поясним это на следующем примере. Требуется изготовить стенку (можно внутреннюю, а можно и наружную) из доски толщиной 50 мм и более. Вариантов известно несколько: тут и соединение досок в перегородке нагелями, и обычное соединение досок с выбранными четвертями, и, наконец, просто сплачивание досок на стойках каркаса (рис. 8.12).Каждый из приведенных способов обладает своими достоинствами и недостатками. При первом варианте (а) требуется точное сверление множества отверстий и наличие (или изготовление) нагелей. Во втором случае (б) велик отход материала – классическая четверть требует выборки шириной и глубиной 25 мм, что, безусловно, не радует. Третий вариант (в) весьма требователен к точности обработки боковых граней сопрягаемых досок либо нуждается в индивидуальной подгонке каждого стыка. Зато как при первом, так и при третьем вариантах минимален отход материала, а при втором – достигается наилучшее уплотнение стыка. Для сочетания достоинств всех вариантов можно четверть во втором случае заменить выборкой минимальной ширины (достаточно 4 – 5 мм) и глубиной, несколько большей, чем половина толщины доски. Фактически такая ширина выборки обеспечивается шириной пропила, образуемого диском электрической пилы. При этом, в отличие от выборки четверти, фальц выполняется за один проход инструмента. За счет глубины выборки («в» на рис. 8.12) на стыке досок образуется канал, очень удобный для размещения в нем какого-либо уплотнителя, выбор которых сейчас велик. Интересно сравнить последнюю конструкцию обшивочной доски (бруса) с широко распространенной ныне доской со шпунтом и гребнем. Не уступая традиционной в качестве уплотнения стыка, конструкция по рис. 8.12 весьма проста для исполнения в самодеятельном строительстве. При наличии стационарной циркулярной пилы изготовление обшивочной доски осуществляется, как показано на рис. 8.13 (вверху). Работа с ручной электрической пилой требует оснастки, изображенной на том же рисунке внизу. Однако в обоих случаях желательно это делать при однократной настройке оборудования. 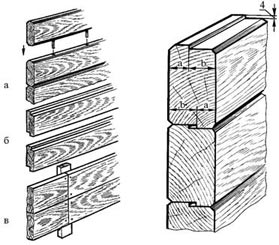 Рис. 8.12. Традиционные и нетрадиционный варианты стеновых элементов 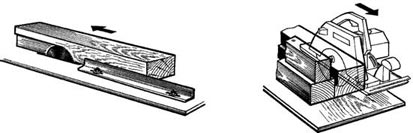 Рис. 8.13. Способы изготовления стеновых элементов стационарной и ручной электрическими пилами Дальнейший порядок работ обусловлен целым рядом факторов. После изготовления элементов каркаса, если тому нет никаких помех, можно приступить к обработке обшивочного материала: выборке четверти и строганию досок. Технологически это наиболее оправдано, поскольку требует минимальной переналадки. Однако на практике нередко возникает необходимость быстрее перевести строительство «под крышу» (например, вас активно поливают дожди). Тогда ставим каркас, делаем крышу и обязательно кровлю, хотя бы толевую или рубероидную. Не стоит расслабляться или прерываться на этой стадии строительства – ибо при хорошем ветре полученная конструкция весьма уязвима. Следовательно, как можно быстрее обшиваем дом и непременно зашиваем фронтоны (эту операцию многие совмещают с установкой стропильных рам). И вот тут-то следует критически взглянуть на традиционную технологию. Обычно обшивку начинают снаружи, мужественно преодолевая затем возникшие в результате трудности обшивки изнутри (рис. 8.14). Стоит переставить во времени эти две операции, и вы уже в выигрыше – тот редкий случай, когда от перемены мест слагаемых сумма (трудоемкость) резко уменьшается. Действительно, отпадает необходимость в затаскивании длинномерного материала и оперировании с ним в коробке, ограниченной внешней обшивкой. Больше того, если между обшивками необходимо заложить утеплитель, это гораздо удобнее делать снаружи строения, особенно при использовании минераловаты. Итак, более прогрессивная последовательность действий такая: внутренняя обшивка, утепление, наружная обшивка. Имеет смысл внутреннюю обшивку вести «сверху вниз». Тогда нижнюю, примыкающую к полу доску, на которой сходятся все погрешности предыдущих операций, подгонять гораздо легче, чем в случае верхней замыкающей доски, а погрешности подгонки закрываются плинтусом. Наружную обшивку лучше вести «снизу вверх». Правда, при этом будут неудобства с подгонкой верхней замковой доски, но, во-первых, погрешности этой операции скрываются подшивкой бокового свеса, а во-вторых, мы будем иметь идеальный стык обшивки с цоколем или забиркой.  Рис. 8.14. Традиции не всегда хороши При наличии такой возможности имеет смысл еще до обшивки «набрать» пол, то есть настелить его без окончательного крепления досок. Это может быть обусловлено тем, что половые доски не являются в полной мере кондиционными: сырые, погибные, закрученные, что в настоящее время наиболее вероятно. Допускается до окончательного крепления половых досок не пришивать 2 – 3 нижних доски внутренней обшивки. Набранный пол фиксируют неокончательным креплением, например, каждой пятой доски или расклиниванием крайних досок у внутренних стенок. Поскольку дверные и оконные блоки устанавливают в процессе сборки каркаса, наружной обшивкой заканчивается сборка «коробки» в целом. Следует лишь учесть, что наружная обшивка начинает работать с момента ее установки, а потому следующая операция – нанесение на нее защитного покрытия. Теперь имеет смысл (если это еще не сделано) установить штатную кровлю – и дом готов ... для внутренней отделки, которая может продолжаться сколь угодно долго и не столь критична с точки зрения технологии. 8.5. Дела жестяницкие Сама жизнь задает нам вопросы – можно ли с пользой применить такой распространенный в самодельном строительстве материал, как бывшее в употреблении кровельное железо? Можно ли вообще из кровельного железа сделать что-нибудь полезное, кроме традиционных кровли и сливов? Существуют ли более простые по сравнению с описанными в литературе наборы инструментов и приемы работы с кровельным железом? Давайте по порядку. Разберемся с материалом. Перед нами груда бывшего в употреблении кровельного железа. Многие листы погнуты, какие-то порваны, некоторые связаны между собой не до конца раскрытыми фальцами, что выглядит особенно неприглядно. Прежде чем приступить к работе с любым железом, посмотрим, как мы снаряжены. Одежда должна быть плотная, ни в коем случае не рваная, с минимальным количеством хлястиков, манжет и прочего, за что можно «зацепиться»; обувь – прочная, не рваная, максимально закрывающая ноги (лучше всего сапоги). На руках – обязательно рукавицы! Необходимый инструмент – обыкновенный молоток, желательно гвоздодер. Хорошо иметь также большой верстак (чем больше, тем лучше), на худой конец сойдет свободная площадка. Итак, если со снаряжением и инструментом все в порядке, то сначала разъединяем еще сцепленные листы, для чего раскрываем фальцы, работая в основном молотком и иногда прибегая к помощи гвоздодера. Чаще всего приходится иметь дело с лежачими фальцами, соединяющими отдельные листы в плети. Для раскрытия такого замка следует наносить удар сначала носком молотка (рис. 8.15, а); затем до полного приведения фальца к стоячему – тупым бойком (рис. 8.15, б); и, наконец, замок раскрывают (рис. 8.15, в). Но прежде посмотрим, а стоит ли вообще разъединять конкретную пару листов: ведь она может в собранном виде подойти для новой цели, а нераскрывшийся замок уже подтвердил свою прочность, в силу чего его нужно при необходимости лишь укрепить. 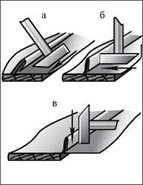 Рис. 8.15. Раскрытие фальцевых замков: а – начальная фаза; б – средняя фаза; в – завершающая фаза Следующая операция – рихтовка полученных в результате раскрытия замков отдельных листов. В качестве инструментов используют киянку (лучше всего деревянную) и опять же обыкновенный молоток. Понадобятся еще второй молоток или кувалда (подойдет небольшая) либо, наконец, какая-либо металлическая деталь с более-менее плоской поверхностью. Собственно рихтовку проводят киянкой на твердой поверхности (верстак, несколько сложенных в ряд досок и т. п.). При этом вмятины и загибы рихтуют по правилу: от пологих загибов к крутым. Сильно деформированные части, образующиеся на месте выпрямленных фальцев, рихтуем металлическим молотком по металлическому основанию (для чего и нужны перечисленные выше металлические инструменты). Зоны фальцев рихтуют весьма относительно, правильнее сказать – выравнивают. Практика показала – намного «дешевле» замковые части бывших в употреблении листов отрезать и уже не использовать. Резонно с рихтовкой совместить такую операцию, как «зачеканка» сквозных отверстий в местах, оставленных, например, гвоздями (рис. 8.16). В большинстве случаев такие отверстия удается зачеканить «в ноль» стальным молотком на стальном основании. Если осталось небольшое отверстие, его можно заклепать кусочком алюминиевой или медной проволоки. Большие отверстия в случае необходимости можно запаять, например, обычным припоем с применением паяльной или ортофосфорной кислоты.  Рис. 8.16. Зачеканка сквозных отверстий: 1 – отверстие; 2 – металлическое основание Последняя операция – отрезка непригодных (ржавых, рваных и т. п.) частей листов (инструмент – ножницы по металлу). В итоге мы получим стопку аккуратных листов кровельного железа, которое послужит в наших изделиях, возможно, не один десяток лет. Всех описанных выше операций можно избежать, купив в ближайшем магазине новое кровельное железо, но в любом случае возникает вопрос: что дальше? Пускаем материал в дело. Вот реальная ситуация: дом почти готов (на столбчатом фундаменте), пора делать забирку (тонкие стены между столбами фундамента) и отмостку. Традиционно забирку делают из камня, бетона, кирпича-железняка, а также из бревен или досок. Оценка показывает, что стоимость материала для забирки толщиной в полкирпича приблизительно равна стоимости двух кубометров вагонки. Добавьте сюда материалы для приготовления раствора, транспортные расходы, время на осуществление транспортных операций. Наконец, оценим саму работу: заглубление забирки в грунт на 300 – 500 мм, песчаную подсыпку с трамбовкой, весьма тщательную кладку. И все это только для предохранения подпольного пространства от охлаждения ветром, от пыли, влаги, снега и т. п. С другой стороны – наличие приличного кровельного железа, пусть даже бывшего в употреблении, оставшегося от различных ремонтных работ, и большое желание пристроить его к делу. Посмотрим, а отвечает ли такой материал, как кровельное железо, функциональному назначению забирки – защите подпольного пространства от перечисленных выше неблагоприятных факторов? Ответ очевиден: да, вполне. А как обстоит дело с долговечностью забирки из кровельного железа по сравнению с той же забиркой, но из кирпича? Совершенно однозначно можно отметить, что долговечность традиционной забирки зависит в основном от типа грунта, на котором расположен фундамент. Например, в случае глинистых влагонасыщенных грунтов необходимость в ремонте забирки может наступить скоро, причем трудоемкость ремонта весьма велика. Если же забирку из кровельного железа прикрепить к нижней обвязке дома (или столбам фундамента), т. е. сделать «подвесной», то влияние грунта на нее сводится к минимуму. Наконец, ремонт металлической забирки несоизмеримо более прост, чем ремонт забирок традиционных конструкций. 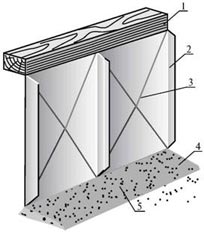 Рис. 8.17. Металлическая забирка: 1 – нижняя обвязка; 2 – картины забирки; 3 – ребра жесткости картин; 4 – отмостка; 5 – фальцевые замки 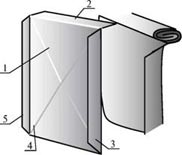 Рис. 8.18. Картина забирки: а) простой вариант картины: 1 – картина; 2 – верхний фальц; 3 – высокий боковой фальц; 4 – ребра жесткости; 5 – низкий боковой фальц; б) сложный вариант картины с замком типа двойной фальц 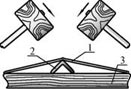 Рис. 8.19. Отбивка ребер жесткости: 1 – картина, 2 – металлический уголок, 3 – плоскость (верстак) Металлическую забирку (рис. 8.17) собираем из картин (рис. 8.18) – листов с отогнутыми кромками. Картина для забирки отличается от привычной кровельной отсутствием нижнего фальца, выполнением отгиба верхней кромки, а также наличием ребер жесткости 4. Последнее обстоятельство крайне важно по двум причинам: во-первых, у забирки нет обрешетки, как у кровли, а значит, картины забирки должны быть более жесткими; а во-вторых, в случае использования материала, бывшего в употреблении, ребра жесткости (рис. 8.19) улучшают внешний вид картин, устраняя некоторую «жеваность», присущую исходным рихтованным листам. При изготовлении забирки отогнутую кромку 2 (см. рис. 8.18, а) каждой картины прибивают снизу к нижней обвязке, после чего каждые две последовательные картины соединяют вертикальным фальцевым замком. Для затруднительных случаев (низкое расположение нижней обвязки над уровнем земли) можно рекомендовать для крепления картин к обвязке замок типа двойной фальц (см. рис. 8.18, б). И, наконец, три маленьких, но существенных замечания. Во-первых, пару картин нужно сделать легкосъемными (например, по диагонали прямоугольного фундамента) для обеспечения летней вентиляции подпольного пространства. Во-вторых, как оказалось, при монтаже забирки важное значение имеет направление движения по периметру фундамента, в котором ведется монтаж. Действительно, для «правши» движение надо вести против часовой стрелки, для «левши» – по часовой. И последнее: в процессе монтажа забирки следует подкреплять нижние кромки картин изнутри подсыпкой песка, гравия и т. п., чтобы избежать их прогиба внутрь при изготовлении отмостки. Выглядит забирка вполне прилично, так что с нею разобрались. А что еще можно сделать из кровельного железа? Давно известно, что такие надворные постройки, как гаражи и сараи, нередко строят, обшивая их снаружи кровельным железом, в том числе бывшим в употреблении. Такие строения обладают удивительной долговечностью, другое дело их внешний вид – он не всегда привлекателен. Однако оказалось, что и эти постройки могут иметь весьма достойный вид при правильном подборе материала и работе с ним. Рассмотрим такой сарай-мастерскую. При его строительстве пришлось решить две технические задачи: как сделать большие двустворчатые двери и невысокое, но длинное надверстачное окно в стене, обитой кровельным железом? Само собой напрашивалось, что внешние панели дверей и оконных ставен должны быть изготовлены из того же материала. Элементы конструкции ясны из рис. 8.20, а порядок сборки такой: в сварной из уголка раме 2 шурупами через сквозные отверстия в уголке фиксируем закладные доски 4, к которым шурупами же, но с внутренней стороны створки крепим внутреннюю панель 3 (фанера 3 – 4 мм). Затем металлическую наружную панель 1 одеваем (внатяг) на раму 2. Отбортовки наружной панели загибаем на внутреннюю (внахлест) и фиксируем шурупами в местах расположения закладных досок. Похожей оказалась конструкция ставней, как и процесс их сборки. Разница свелась к тому, что закладные доски были заменены расположенными по периметру рамы закладными рейками. Конструкцию двери или ставней, исходя из возможностей, можно выбрать любую, но главное – это то, что область применения кровельного железа шире традиционной. Любой самодельщик без труда найдет новое применение такому хорошему конструкционному материалу, как кровельное железо. В заключение коротко остановимся на некоторых практических вопросах, возникающих при работе с железом. Во-первых, обязателен ли специальный жестяницкий инструмент? Спору нет, если он есть – это хорошо. Но если его нет, а добывание его или приобретение нерентабельно, не отчаивайтесь – все можно сделать и обычным инструментом: нужны обычные слесарные молотки, обязательны киянка и ножницы по металлу. При гибке металла по разметке весьма помогает прием (рис. 8.21), когда линию сгиба простукивают носком молотка с той стороны листа, в которую будет производится гибка. Линию гиба сначала простукиваем, затем лист переворачиваем и кромку отгибаем вниз. Очень хорош при гибке прием с использованием двух досок (рис. 8.22), поскольку при этом не происходит удлинения (вытяжки) наружной кромки листа, что неизбежно при загибе молотком. И главное: не стоит опасаться металла – из него можно сделать все.  Рис. 8.20. Дверная створка: 1 – наружная панель из кровельной стали; 2 – уголковая рама; 3 – внутренняя фанерная панель; 4 – закладные доски  Рис. 8.21. Подготовка к гибке 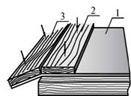 Рис. 8.22. Гибка железа: 1 – изгибаемый лист; 2 – доска-прижим; 3 – доска-пуансон 8.6. Сварка по правилам Выше, рассматривая ту или иную конструкцию, мы нередко упоминали о сварке как способе соединения элементов чего-либо в единое целое. По сути дела, как только речь заходит об изготовлении любой конструкции из металла, сварка выходит на передний план, как наиболее технологичный вид соединения конструкционных элементов. Поскольку в самодеятельном строительстве отвергать металл как материал в настоящее время просто недопустимо, не имеет смысла и лишать себя сварки как прогрессивного способа производства. Можно с уверенностью утверждать, что умельцу со сваркой открываются совершенно другие горизонты, чем самоделыцику без таковой. А потому и разговор о сварке отнюдь не является праздным. В силу целого ряда причин наиболее широкое распространение получила дуговая сварка. И именно она рекомендуется для применения домашним умельцам. Виды дуговой сварки различают по нескольким признакам: по среде, в которой происходит дуговой разряд (на воздухе – открытая дуга, под флюсом – закрытая дуга в среде защитных газов); по роду применяемого электрического тока – постоянный, переменный; по типу электрода – плавящийся, неплавящийся. Наибольшее практическое значение для умельцев получила ручная дуговая сварка плавящимися электродами на переменном и постоянном токах, дающая возможность сваривать в непроизводственных условиях большинство сталей, включая нержавеющие. Преимущества дуговой сварки перед газовой в большей скорости, меньших зоне теплового влияния и короблениях свариваемых деталей, возможности получения улучшенных механических свойств наплавленного металла за счет введения в покрытие электрода различных легирующих элементов. Сварочная дуга представляет собой устойчивый электрический разряд в газовой среде между двумя электродами либо между электродом и изделием (дуга прямого действия). Ее отличает высокая температура, достигающая 6000 – 7000 0С, что дает возможность расплавлять все металлы (рис. 8.23). Для возбуждения дуги необходимо коснуться свариваемого изделия торцом электрода и сейчас же отвести электрод от изделия на 3 – 4 мм (рис. 8.24). Во время горения дуги под электродом образуется углубление, в котором находится жидкая ванна металла – кратер. При обрыве дуги в процессе сварки кратер оказывается не заполненным металлом. Кратер ослабляет сечение шва, его надо заварить. Для этого дугу зажигают впереди кратера на основном металле, затем перемещают через кратер к валику шва и, заплавив кратер, вновь двигаются вперед. Расстояние между поверхностью основного металла и дном кратера называется глубиной провара или глубиной проплавления основного металла. Она тем больше, чем больше сварочный ток и меньше скорость перемещения дуги. Сварочную дугу, длина которой не превышает диаметра стержня электрода, называют нормальной, или короткой. Она обеспечивает наилучшее качество сварного шва. Дугу большей протяженности называют длинной. Чрезмерное увеличение длины дуги снижает все показатели качества сварки. Под действием электромагнитного поля сварочного тока наблюдается отклонение дуги от заданного направления. Это явление получило название магнитного дутья. Для уменьшения отклонения дуги меняют месторасположение токоподвода, наклоняют электрод в сторону отклонения дуги (рис. 8.25), уменьшают ее длину. Перенос металла всегда происходит от электрода малого сечения к металлу изделия. Капли металла с электрода в ванну расплава переходят при горении сварочной дуги во всех ее пространственных положениях. 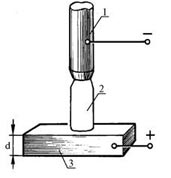 Рис. 8.23. Дуга прямого действия: Uk – падение напряжения в катодной области; Uc – падение напряжения на столбе дуги; d – толщина листа; 1 – электрод; 2 – дуга; 3 – деталь 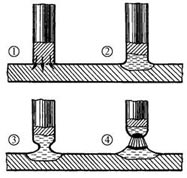 Рис. 8.24. Возбуждение дуги: 1 – короткое замыкание; 2 – плавление слоя металла; 3 – образование шейки металла при отводе электрода; 4 – зажигание дуги При сварке на переменном токе безразлично, к какому зажиму сварочного трансформатора присоединены изделие и электрод. При сварке дугой переменного тока катодное и анодное пятна меняются местами. При этом дуга угасает, в силу чего она менее устойчива, чем дуга, питаемая постоянным током. Существенное преимущество сварки дугой переменного тока – относительная простота и меньшая стоимость сварочного оборудования. Сварку на постоянном токе выполняют при соединении «плюса» источника питания с изделием (прямая полярность) или электродом (обратная полярность). Во время горения сварочной дуги при прямой полярности больше нагревается свариваемое изделие, при обратной полярности – электрод. При этом скорость плавления электродов из низкоуглеродистой стали на 10 – 40% выше скорости их плавления при прямой полярности. Исходя из этого выбирают прямую или обратную полярность в зависимости от вида сварочных работ (прихватка или сварка), толщины свариваемых элементов (тонкие или толстые), электродов (углеродистая сталь, хромоникелевая) и др. При сварке тонких листовых деталей, а также некоторых специальных сталей, например коррозионно-стойких и жаропрочных, применяют соединение с обратной полярностью. 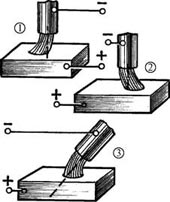 Рис. 8.25. Влияние токоподвода на отклонение дуги: 1, 2 – отклонения дуги; 3 – компенсация отклонения дуги наклоном электрода Сварка. При сварке электрод перемещают в направлении его оси (для поддержания определенной длины дуги), вдоль и поперек сварного шва. При слишком быстром движении электрода шов получается узким, неровным и неплотным. Если движение электрода замедленно, возможны перегрев и пережог металла. Зигзагообразные движения конца электрода не только вдоль, но и поперек шва приводят к образованию широкого валика. Ширина широкого шва должна составлять 6 – 15 мм, а ниточного – на 2 – 3 мм больше диаметра электрода. Сварные швы подразделяют: по форме – на стыковые, угловые, тавровые и нахлесточные (рис. 8.26); по протяженности – на сплошные и прерывистые (рис. 8.27); по положению в пространстве – на нижние, горизонтальные, вертикальные и потолочные (рис. 8.28). Наиболее легко выполнять сварку в нижнем положении. Под-варка стыка с обратной стороны (ниточным швом) повышает надежность соединения. Качество сварки многослойного шва во многом зависит от тщательности выполнения первого слоя в его корне. Особое внимание должно уделяться обеспечению провара корня шва в конструкциях, исключающих возможность подварки обратной стороны стыка. Сварку вертикальных швов нужно выполнять снизу вверх. Сварка сверху вниз значительно труднее, т. к. при этом больше вероятность непровара. Для предотвращения вытекания жидкого металла из сварочной ванны при сварке вертикальных швов сварочный ток следует уменьшать на 10 – 15% по сравнению со сваркой в нижнем положении. 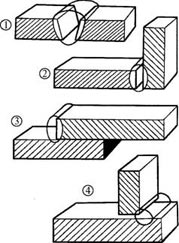 Рис. 8.26. Сварные соединения: 1 – стыковое; 2 – угловое; 3 – нахлесточное; 4 – тавровое 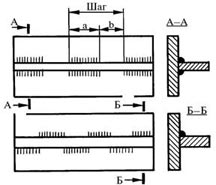 Рис. 8.27. Прерывистые сварные швы: а + в – шаг шва 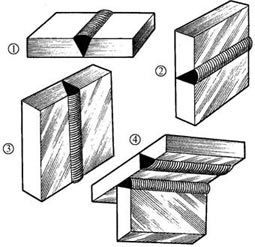 Рис. 8.28. Пространственные положения швов: 1 – нижние; 2 – горизонтальные; 3 – вертикальные; 4 – потолочные Для сварки горизонтальных швов подготовку кромок обычно выполняют с одним скосом у верхнего элемента соединения. Дугу при сварке горизонтальных швов возбуждают на нижней горизонтальной кромке, а затем переходят на верхнюю, скошенную кромку. Сложность потолочной сварки заключается в умении удерживать плавящийся металл от вытекания из кратера вниз. Это достигается только при сварке короткой дугой. Сварочный ток и диаметр электрода при сварке потолочных швов выбирают относительно меньшими – на 15 – 20% по отношению к сварке в нижнем положении. Различают способы заполнения сварных швов по длине и сечению. По длине их выполняют «напроход» и обратноступенчатым способом. Напроход швы, длина которых не превышает 300 мм, ведут от начала до конца в одном направлении. Сварные швы средней длины (300 – 1000 мм) сваривают либо напроход от середины к краям, либо обратноступенчатым способом. Последний способ применяют и при выполнении длинных (более 1000 мм) швов. Обратноступенчатый способ сварки заключается в том, что длинный шов делят на участки длиной 100 – 300 мм, которые проваривают в направлении, обратном общему направлению шва. При этом конец каждого участка сваривают с началом предыдущего. По способу заполнения сечения различают однослойные и многослойные швы. В многослойном каждый слой можно выполнять за один или за два-три прохода. При этом во всех случаях в основу заполнения швов положен обратноступенчатый способ сварки. Стыковое соединение (рис. 8.29, 8.30) из элементов толщиной 4 – 8 мм выполняют однопроходным швом; элементы большей толщины сваривают многопроходным или многослойным швом. Многопроходную сварку обычно выполняют ниточными валиками электродами одного диаметра. В месте поворота шов надо заваривать без отрыва дуги. Диаметр электрода выбирают в зависимости от толщины соединяемых элементов, пространственного типа шва, свойств свариваемого металла. 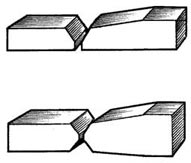 Рис. 8.29. Стыковые соединения листов разной толщины 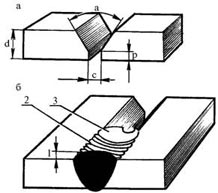 Рис. 8.30. Структура стыкового соединения: а – подготовленный стык; б – выполненный шов; с – зазор; р – притупление кромки; d – толщина листа; а – угол разделки; 1 – усиление шва; 2 – сварной шов; 3 – кратер Род и полярность тока выбирают в зависимости от марки и толщины свариваемого металла. Оптимальный сварочный ток корректируют и устанавливают опытным путем. Направление давления дуги можно изменить наклоном электрода и тем самым повлиять на глубину провара. Для сварки элементов неодинаковой толщины диаметр электрода и сварочный ток подбирают по нижним параметрам режима сварки, рекомендуемым для элементов сварного соединения большей толщины. В таких условиях сварочную дугу направляют на элемент соединения большей толщины. Наибольшее распространение получили стыковые сварные соединения, в которых поверхность одного соединяемого элемента является продолжением поверхности другого. Различают следующие стыковые соединения: без скоса кромок, с отбортовкой, с односторонним скосом (V-образное) и с двусторонним скосом (Х-образное). Преимущества стыкового сварного соединения по сравнению с соединениями других типов: возможность сварки элементов неограниченной толщины; более высокая прочность сварных соединений; минимальный расход металла на образование сварного соединения; надежность и удобство контроля. Недостатки – более точные соединения под сварку, что иногда сложно. В соединении с разделкой часть кромки оставляют нескошенной (притупление). При односторонней разделке притупление расположено внизу соединения, при двусторонней – в середине соединения. Отсутствие притупления приводит к образованию прожогов при сварке по стыку соединения. При толщине свариваемых элементов до 6 мм скос кромок не требуется. В элементах толщиной 5 – 30 мм и более применяют V-образную разделку с суммарным углом скоса 60 – 80°. Притупление при этом составляет 2 – 8 мм. Сварные соединения ответственного назначения с V-образной разделкой сваривают с двух сторон (с подваркой). В тех случаях, когда не удается сделать подварку например в сварных стыках труб малого диаметра и др., применяют остающиеся в сварном соединении подкладки. Элементы толщиной более 12 мм сваривают встык с двух сторон, когда имеется такой доступ, применяя Х-образную разделку (рис. 8.31). Различают несколько видов тавровых соединений. Тавровые соединения применяют без скоса свариваемых кромок и со скосом с одной или двух сторон. Угол скоса кромок в тавровых соединениях под прямым углом обычно принимают равным 55 – 60° (рис. 8.32). Схожи с тавровыми соединениями соединения угловые (рис. 8.33).  Рис. 8.31. Соотношение площадей поперечных сечений швов с V-образной и Х-образной разделками 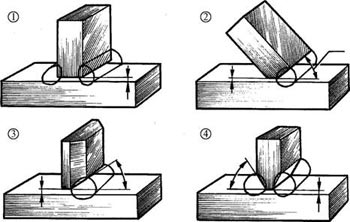 Рис. 8.32. Тавровые соединения листов: 1 – под прямым углом без скоса кромок; 2 – под углом со скосом одной кромки; 3 – под прямым углом со скосом одной кромки; 4 – под прямым углом с двухсторонним скосом кромок 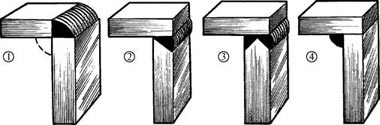 Рис. 8.33. Угловые соединения: 1 – одностороннее с наружным швом; 2 – одностороннее со скосом кромки; 3 – двухстороннее со скосом кромок; 4 – одностороннее с внутренним швом В соединениях внахлестку элементы накладывают один на другой и выполняют шов по кромке верхнего элемента. К преимуществам соединений внахлестку относятся простота подготовки элементов под сварку и их сборки в конструкцию, а также небольшие усадки и коробления. Недостатки – повышенный расход металла, необходимость сварки с двух сторон, возможность возникновения в соединении очагов коррозии, большие расход электродов и трудоемкость. Соединения внахлестку приемлемы для деталей толщиной от 1 до 10 мм из углеродистых, низколегированных и коррозионно-стойких сталей. Применяют еще соединения в кромку при толщине свариваемых элементов до 3 мм и прорезные соединения, имеющие прорезь в одной из деталей, прикрепляемой внахлестку. Проплавной сварной шов (со сквозным проплавлением одного из соединяемых элементов) используют в нахлесточном или тавровом соединении (рис. 8.34). Применение проплавных швов ограничивается деталями толщиной до 10 мм. Соединения деталей и узлов сваркой начинают с их взаимной фиксации прихватками («клепками»). В противном случае в процессе сварки соединяемые элементы может «увести» друг от друга. В местах резких переходов, в острых углах, на окружностях с малым радиусом и в других местах концентрации напряжений установка прихваток не разрешается. Прихватки также не следует устанавливать вблизи отверстий, на расстоянии менее 10 мм от отверстия или от края детали. 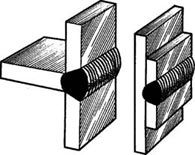 Рис. 8.34. Проплавные швы Для фиксации фланцев, цилиндров, шайб, трубчатых соединений (рис. 8.35) и т. п. прихватки следует располагать симметрично. В случае двухсторонней прихватки деталей следует располагать «клепки» в шахматном порядке. Прихватки следует ставить в такой последовательности, которая исключает или сводит до минимума коробление листов. Сварочный ток при прихватке должен быть на 20 – 30% больше сварочного тока, необходимого для сварки тех же материалов. Прихватку следует выполнять электродами меньшего диаметра, чем сварку того же соединения; длина дуги при прихватке должна быть короткой, не более диаметра электрода; дугу следует отрывать не в момент образования кратера, а после полного его заполнения. При прихватке соединений из элементов разной толщины дугу направляют на элемент большей толщины. 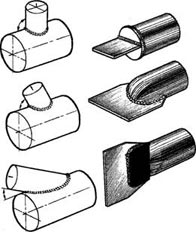 Рис. 8.35. Соединения трубчатых элементов между собой и с соединительными деталями Электроды. О свойствах электродов судят по устойчивости горения дуги, защите металла сварочной ванны, пригодности их для сварки в различных пространственных положениях, качеству сварного шва и т. п. Основные технологические свойства электродов определяются следующими данными: родом тока (постоянным, переменным), для сварки которых предназначены электроды; полярностью (прямой, обратной) постоянного тока; рекомендуемым сварочным током для электродов разных диаметров. Технологические свойства электрода зависят от химического состава металла стержня, состава и качества электродного покрытия. Марка электрода характеризует состав его покрытия, материал стержня, технологические свойства электрода и механические свойства металла сварного шва, образуемого данными электродами. Тонкое покрытие электродов обеспечивает только устойчивое горение сварочной дуги при сварке. Электроды с толстой обмазкой (качественные) при плавлении образуют большое количество газов и шлаков, которые защищают капли металла во время перехода через дугу в шов, а также предохраняют сварочную ванну от вредного влияния кислорода и азота воздуха. Таблица 7  Источники питания. Выше было сказано, что дуга на постоянном токе более устойчива. Однако источник питания для нее требует дополнительного устройства – выпрямителя. Сильноточные (а именно такие нужны) полупроводниковые приборы для выпрямителя – сами не маленькие, да еще нуждаются в радиаторах для охлаждения. Иногда полученный на выходе выпрямителя ток имеет слишком большой коэффициент пульсации и плохо поддерживает дугу на постоянном токе. Тогда применяют еще и сглаживающий дроссель, а он по массе может быть сравним с трансформатором (самой тяжелой частью). И все это для получения постоянного тока добавляется к трансформатору, который сам по себе уже готовый источник для питания дуги переменного тока. Стремление как-то ограничить габариты аппарата приводит к размещению его компонентов в тесном корпусе, что плохо для их охлаждения. В то же время при некоторых навыках работы со сваркой и достаточно мощном трансформаторе дуга переменного тока практически не отличается от таковой на постоянном токе. Следующим наиважнейшим свойством источника питания является его вольтамперная характеристика (ВАХ). Дело в том, что для поддержания устойчивой дуги она должна быть падающей (рис. 8.36). Косвенно судить о ней можно по паспортным данным, а именно, зная напряжения холостого хода и номинальное, а также номинальный (рабочий) ток и ток короткого замыкания, можно достаточно точно оценить ее крутизну. Конечно, крутизну ВАХ можно увеличить включением в сварочную цепь балластного сопротивления, но лучше, если у аппарата этот параметр уже в порядке. 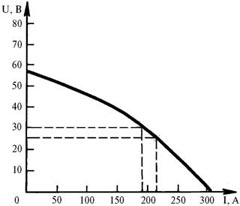 Рис. 8.36. Вольтамперная характеристика источника питания Наконец, весьма важно, какую собственно мощность имеет источник. Нередко в паспорте можно увидеть явно заниженное ее значение – дескать, «во варит, а потребляет энергии всего ничего». Со школьной скамьи известно, что произведение тока на напряжение и есть мощность (в нашем случае, правда, приблизительно). Расхождение же этого произведения с паспортной мощностью должно насторожить, и вот почему. Режим работы источника питания характеризуется продолжительностью его нагрузки ПН или продолжительностью включения ПВ, что практически одно и то же. Эти величины выражаются в процентах и означают долю непосредственно рабочего времени (собственно процесса сварки) в полном цикле (например, сварка плюс пауза). К этому параметру надо отнестись очень внимательно, если есть желание поберечь аппарат. Опять же про безопасность. Вопрос совсем не так банален, как может показаться. Давайте разберемся, тем более что в случае со сваркой есть с чем разбираться. Предположим, вы купили сварочный аппарат. Зачем? А затем, чтобы извлечь из него пользу, которая может быть весьма велика. Но по незнанию или неосторожности вы получили травму: удар током, ожег электродом или горячим металлом, ослепление дугой... да мало ли еще какую – возможностей хоть отбавляй. А теперь спросим себя: «нам это нужно?» Ответ совершенно очевиден, тем более что травмы, полученные при сварке, могут иметь самые тяжелые последствия. Объясняется это присущим сварке сосредоточением опасных факторов: наличием в источнике питания высокого напряжения, высочайшей температурой дуги и нередко не самыми благоприятными условиями работы (если выражаться очень мягко), избежать которых просто невозможно. Первое, что надо неукоснительно выполнять, это правила электробезопасности. Следует тщательнейшим образом следить за целостностью изоляции всех электрических цепей. Корпус источника непременно должен быть заземлен, а лучше и «занулен» (рис. 8.37). Всякие работы с источником: профилактика, ремонт, перемещения и т. п. – должны производиться при отсутствии на нем напряжения (при отключении его от сети). Особое внимание следует уделять электропроводам, сечение которых выбирают из расчета 5 – 7 А мм2. Электрододержатели также должны соответствовать всем предъявляемым к ним требованиям (рис. 8.38). Наконец, настоятельно рекомендуется знать правила и приемы оказания первой помощи при поражении электрическим током. Теперь об обращении с дугой как таковой. Особую опасность она представляет для глаз. Неумеренное воздействие дуги на глаза приводит к развитию катаракты. О том, чтобы работать без маски, не может быть и речи. Другое дело, каким светофильтром пользоваться, ведь плотность у них разная (они различаются по величинам сварочных токов, маркируются и имеют классификационный номер). «Всезнающие» оценивают пригодность «стеклышка», глядя через него на солнце. А каким оно должно быть через подходящий фильтр? А если солнца в данный момент нет? Можно рекомендовать следующее. Проведите пробную сварку: если в свете дуги через фильтр виден подлежащий сварке стык (ясно, куда вести электрод ближайшие 1 – 2 см), все в порядке. Если видимость меньше (что-то там светится) – стекло чрезмерно темное. Если же уж слишком далеко видно, фильтр недостаточно плотный. 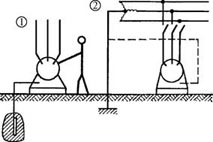 Рис. 8.37. Схемы защитного заземления (1) и зануления (2)  Рис. 8.38. Электрододержатель Редко какому новичку удается избежать перебора в разглядывании дуги без маски (на профжаргоне – «наловить зайчиков»). Мало сказать, что явление это неприятное. К вечеру или ночью вы вдруг ощущаете, что глаза полны крупнозернистым песком, который еще и куда-то движется. В таких случаях хорошо помогает компресс из спитого чая, но все-таки лучше вообще избегать подобной ситуации. Поскольку дуга излучает мощный поток ультрафиолета, возможны ожоги (аналогично солнечным) открытых частей тела. Одежда сварщика (брюки и куртка) и рукавицы должны быть изготовлены из брезентовой ткани. В комплект спецодежды сварщика также входят сапоги или ботинки. Брюки надевают поверх обуви для предохранения ног от ожогов брызгами металла и горячими огарками. Изложенное в данном разделе статьи вовсе не означает, что лучше «держаться подальше», но ориентирует на то, что надо поберечься. И если все это достигнет цели, наверняка окажется, что со сваркой можно «свернуть горы», не причиняя себе никакого вреда. 8.7. Выход найдется О чем, собственно, сейчас пойдет речь? Как ни странно, о творческом начале непосредственно по ходу индивидуального строительства. Стройка – процесс динамичный, и даже при тщательнейшей его организации всегда найдется место нештатным (непредусмотренным) ситуациям. Чаще всего это сказывается в нехватке или избытке какого-либо материала, отсутствии в нужное время необходимого инструмента или приспособлений, неблагоприятных погодных условиях и т. д. Иными словами, всегда найдется задача, которую нужно срочно решить, что называется, «по ходу». И тут традиционность является фактором торможения. Действительно, давно известно, как и что надо делать и что для этого нужно. Но не менее давно известно, что, в отличие от тех, кто все это знает, находится человек, который не знает, что «так делать нельзя», именно он-то и совершает изобретение. Применительно к малой стройке, выполняемой непрофессионалами, это особенно актуально, ибо строители в этом случае не слишком скованы традиционностью. Какой из всего этого следует сделать практический вывод? Следует почаще задаваться вопросом: «А как это можно сделать иначе»? Разумеется, что при этом всегда имеется в виду достижение какого-либо положительного эффекта без приобретения отрицательного. Например, уменьшение трудоемкости или ускорение работ без снижения качества результатов. Именно так и поступают многие самодеятельные строители. Найденные ими оригинальные решения в совокупности представляют весьма ценную «копилку мудрости», которой можно было бы посвятить отдельную книгу (и даже не одну), что в данном случае сильно увело бы нас в сторону. Здесь же, говоря словами поэта: «...Твори, выдумывай, пробуй», выражается призыв, а в доказательство эффективности творчества непосредственно на стройплощадке приводятся конкретные примеры. Сетка с любой ячейкой. Вполне конкретная ситуация: нужна сетка с мелкой ячейкой для просеивания песка, золы и т. п. В хозяйстве есть сетка с крупной ячейкой, но она не годится – слишком уж крупными будут просеянные через нее камни. Оказалось, что из имеющейся сетки с крупной ячейкой всегда можно получить более мелкую сетку. Сложив в два слоя сетку с шагом ячейки «а» так, чтобы перекрестия второго слоя приходились на центр ячейки первого слоя, получим сетку с уменьшенным вдвое шагом по отношению к исходной (рис. 8.39). Нетрудно сообразить, как получить трехслойную сетку с уменьшенным втрое шагом. Очевидно, сложив две двойных сетки, получим четырехслойную сетку с уменьшенным в четыре раза шагом. Таким образом, можно из сетки с шагом ячейки а получить сетку с шагом а/n, где n – число слоев сетки. Так, имея исходный шаг 20 мм, четырехслойная сетка даст шаг 5 мм и т. д. Слои между собой можно скрепить пайкой, если имеется такая возможность, либо проволочной скруткой. Число точек соединения на единицу площади зависит от нескольких факторов (жесткость проволоки, ее толщина и т. д.), а потому подбирается опытным путем. Также определяется и максимально допустимое число слоев, а значит, кратность деления шага исходной сетки. Изготовление такой сетки всегда с лихвой окупит потраченное на это время. В случае, имевшем место в действительности, изготовление двуслойной сетки заняло 10 – 15 минут, и только одному Богу известно – во что по времени обошлись бы поиски нужной сетки у соседей или в магазинах.  Рис. 8.39. Сетка с любой ячейкой 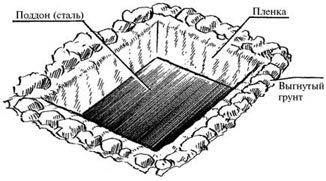 Рис. 8.40. Яма для замачивания глины Глину... в глине. Приготовить глиняный раствор для кладки печи можно различными способами. Например, делают дощатый настил, называемый бойком, и на нем перемешивают глину с песком и водой. Можно воспользоваться емкостью для замачивания глины (процесс длится от трех дней и более). Но для приличной по размерам печи требуется несколько десятков ведер глиняного раствора. Литература рекомендует в таких случаях сделать творильный ящик нужных размеров. Для изготовления его требуется соответствующее количество материалов. Ящик должен быть еще и герметичным, чтобы не пропускал воду. А если добавить к этому, что нужен он один раз, как-то руки не поднимаются на такую работу. Из этого положения имеется простой выход. Достаточным оказалось выкопать яму (выбрав сначала грунт культурного слоя), застелить ее полиэтиленовой пленкой, а поверх уложить листы старого кровельного железа, чтобы можно было перемешивать раствор лопатой (рис. 8.40). Если дно ямы глинистое, можно обойтись и без пленки, надо только регулярно подливать воду. По окончании работ яма засыпается всем, что не пошло в дело, а культурный слой восстанавливается. Столярка без столярки. Дверь, как известно, изделие столярное. Требуется собрать каркас, для чего используют различные соединения: шип-паз, вполдерева и т. д. Именно жесткость каркаса обеспечивает прочность всего изделия. Хорошая дверь при этом требует тщательного, кропотливого труда. Еще больше осложняется работа, когда используется материал б/у – всякие выборки уже не сделаешь «где надо», а нужно еще учитывать и «где можно». Но вот реальный случай: постройка готова, а двери нет. Под рукой только остатки материала, да и не до столярки – времени в обрез, оборудование не то... Выручил лист тонкой (3 мм) фанеры, из которого был вырезан кусок размером с полотно двери. На нем шурупами (со стороны фанеры) были закреплены продольные и поперечные элементы каркаса. Между ними помещены пароизоляция, затем – утеплитель, а поверх сделана наружная обшивка двери (рис. 8.41). Внутренняя же (фанерная) сторона впоследствии была обита обработанной тарной дощечкой. Конструкция получилась очень прочной, поскольку это обеспечивается не качеством соединений элементов рамы, а жесткостью фанерного листа, деформация которого в данном случае просто невозможна. Дверь служит вот уже без малого два десятка лет, и не где-нибудь, а в мыльном отделении бани, так что испытания были самыми серьезными. 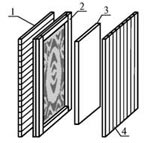 Рис. 8.41. Простая, но надежная дверь: 1 – внутренняя обшивка; 2 – рама, собранная на листе фанеры; 3 – утеплитель; 4 – наружная обшивка 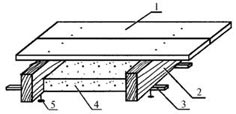 Рис. 8.42. Пенопласт в качестве утеплителя пола: 1 – доски чистого пола; 2 – половые лаги; 3 – рейки черного пола; 4 – пенопласт; 5 – гвозди 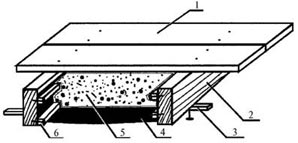 Рис. 8.43. Стружки или опилки в качестве утеплителя пола: 1 – доски чистого пола; 2 – половые лаги; 3 – рейки черного пола; 4 – рубероидная емкость; 5 – засыпка стружками и опилками; 6 – рейки продольного усиления рубероидной емкости Теплый пол – даром. При строительстве дачного или садового домика возникает вопрос: куда деть остатки необрезных досок, стружку и опилки? Пустить на дрова – не самый лучший вариант, ибо некоторые строительные отходы могут быть утилизированы при строительстве же, и притом весьма успешно. Предположим, в отходах имеются штапики, обзолы или любые «нестроевые» обрезки досок (лишь бы длина их была не меньше шага между половыми лагами). Они с успехом могут заменить «черный» пол, на изготовление которого традиционно идут необрезные доски. В случае использования пенопласта в качестве утеплителя (рис. 8.42) более чем достаточно подкрепить его снизу двумя-тремя штапиками на погонный метр. Но пенопласт в этой конструкции тоже можно заменить, например, на стружки или опилки. Понятно, что для стружек (опилок) нужна некая формообразующая емкость. В нашем случае она выполнена из рубероида или толя (рис. 8.43), закрепленного продольными и поперечными силовыми элементами. Поперечинами силового каркаса являются уже знакомые нам рейки «черного» пола, а продольными элементами – рейки 6, посредством которых рубероид крепят к половым лагам. 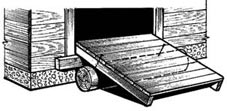 Рис. 8.44. «Быстрые сходни» В процессе строительства удобно последовательно произвести следующие операции: сделать «обрешетку» черного пола из реек 3; смонтировать емкости 4 и закрепить их рейками 6. По мере поступления таких отходов, как стружки или опилки (при совсем других операциях), заполнять емкости. Для заполнения годятся (совместно со стружками) и такие отходы, как остатки (обрезки) любых других видов утеплителя (минераловаты, древесноволокнистых плит, пенопласта). Стоит ли овчинка выделки? Судите сами: 1 м2такого пола, помимо утилизации отходов, экономит 1 м2обрешетки крыши и столько же утеплителя для стен постройки. Быстрые сходни. В малом строительстве надобность в сходнях возникает очень часто, например, при завершении нулевого цикла или при оборудовании дворового сарайчика для хранения инвентаря. Вот практическая ситуация: постройка закончена, лестницы у входной двери нет. Но еще предстоят работы, требующие перемещения внутрь весьма значительного количества строительных материалов. Часть таких грузов (кирпичи, песок и т. д.) лучше возить на тачке или садовой тележке. Ясно: нужны временные (технологические) сходни – пандус. И тут возникает проблема – из чего строить сходни: они должны быть очень прочными, а значит, требуют самого лучшего материала. Если строительство заканчивается, его может уже не быть. В начале же работ кондиционный силовой материал предназначают для изготовления самых ответственных деталей постройки, и для технологических нужд использовать его не резонно. 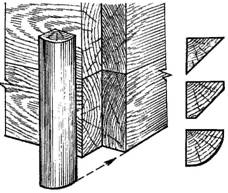 Рис. 8.45. «Круглый угол» Решить эту проблему можно в считанные минуты, изготовив конструкцию, показанную на рис. 8.44. Сходни были сделаны из оставшегося от строительства совсем не силового щита (из обшивочной доски и бруска 50х50 мм) и подпорок из осиновых чурбаков, придавших конструкции необходимую прочность. Достоинством конструкции оказалась необычайная простота монтажа. Опоры-чурбаки не надо ни изготавливать, ни даже подгонять. Их просто перекатывают по плоскости опоры до того места, где они становятся в распор между например, землей и бруском щита. Фиксируют чурбак гвоздем, забитым сверху через щит. Точку опоры бруска щита (при такой необходимости) меняют подбором диаметра чурбака. Очень удобно и то, что для каждого бруска ставится свой чурбак: не надо увязывать размеры конструкции и есть возможность усилить более слабые бруски. При большой длине сходней, а значит, и бруска, можно подпереть его несколькими чурбаками разного диаметра. Круглый угол. При устройстве ломаной перегородки в садовом доме по одну ее сторону образовался выступающий в помещение угол. И хотя он и по замыслу, и по исполнению был прямым, уж очень неприятно воспринималось его острие, направленное внутрь помещения. Сделать угол пологим и даже круглым можно, если закрыть его специальной раскладкой, выполненной, как показано на рис. 8.45. |
|
||
|
Главная | В избранное | Наш E-MAIL | Добавить материал | Нашёл ошибку | Другие сайты | Наверх |
||||
|
|
||||