|
||||
|
|
ЛЕКЦИЯ № 8. Способы обработки металлов 1. Влияние легирующих компонентов на превращения, структуру, свойства сталей Легирующие компоненты или элементы, вводимые в стали в зависимости от их взаимодействия с углеродом, находящемся в железоуглеродистых сплавах, подразделяют на карбидо—образующие и некарбидообразующие. К первым относятся все элементы, расположенные в периодической системе элементов левее железа, – марганец, хром, молибден и т. д. Правее железа располагаются элементы, не образующие карбидов, – кобальт, никель и т. д. Первые, как и вторые, легирующие элементы растворяются в ?– или ? —железе, однако содержание карбидообразую—щих элементов в этих фазах железа меньше, чем вводимое в сталь, так как определенное их количество связывается с углеродом. При этом растворение легирующих элементов в ?– и ? —фазах ведет к изменению периода кристаллической решетки. Элементы с большим атомным радиусом увеличивают его (W, Mo и др.), а с меньшим (Si) – уменьшают. При близости атомных размеров (Mn, Ni, Cr) периоды кристаллической решетки изменяются слабо. Как показывают исследования, прочность феррита изменяется пропорционально периоду его решетки. Карбиды в легированных сталях являются твердыми растворами на основе того или иного соединения: Fe 3 C, Fe 3 Mo 3 C, Fe 3 W 3 C и т. д. В легированных сталях выделяются две группы карбидов: группа I – M 3 C, M 23 C 6, M 7 C 3 и M 6 C и группа II – MC, M 2 C (M – легирующий компонент – элемент). Карбиды I группы имеют сложную кристаллическую решетку и при соответствующем нагреве достаточно хорошо растворимы в аустени—те. Карбиды II группы имеют простую кристаллическую решетку, но растворяются в аустените лишь частично и при очень высокой температуре. Некарбидообразующие элементы (легированные) содержатся в легированных сталях в виде твердого раствора в феррите. Карбидообразующие легированные элементы могут находиться в различных структурных состояниях: они могут быть растворены в феррите или цементите (FeCr) 3 C или существовать в виде самостоятельных структурных составляющих – специальных карбидов: WC, MoC и др. Местоположение карбидообразующих элементов в структуре стали зависит от количества введенных легирующих элементов и содержания углерода. Легирующие элементы, растворенные в феррите, искажают его кристаллическую решетку; уменьшают теплопроводность и электропроводность стали. Карбиды легирующих элементов отличаются весьма высокой твердостью (70–75 HRC) и износостойкостью, но обладают значительной хрупкостью. Они играют очень важную роль в производстве инструментальных сталей. Как показали исследования, конкретному сечению стали должно соответствовать определенное количество легирующих элементов, иначе ухудшаются такие ее технологические свойства, как обработка резанием, свариваемость и др. Например, если содержание хрома или марганца превышает 1 %, увеличивается порог хладноломкости стали (порог хладноломкости, или критическая температура хрупкости, – это температура перехода металла от вязкого разрушения к хрупкому, и наоборот). 2. Теория термической обработки Задача термической обработки – путем нагрева и охлаждения вызвать необратимое изменение свойств вследствие необратимого изменения структуры. Любой вид термической обработки обычно изображается в координатах температура – время. Собственно термическая обработка не предусматривает какого—либо иного воздействия, кроме температурного. При термической обработке стали происходят следующие основные превращения: 1) превращение перлита в аустенит, происходящее при нагреве выше точки Ас1 : Fea + Fe3 C > Fev (C) или П – А; 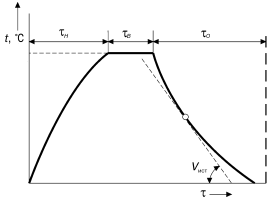 Рис. 8. График термической обработки: ?н – время нагрева, ?в – время выдержки, ?0 – время охлаждения; t max – максимальная температура; tист – истинная скорость охлаждения при данной температуре, v = t max – средняя скорость охлаждения 2) превращение аустенита в перлит, происходящее при медленном охлаждении из? – области: Fev (C) > Fea (C) + Fe 3 C или А > П; 3) превращение аустенита в мартенсит, происходящее при быстром охлаждении из? – области: Fev (C) > Fea (C) или А > М; 4) превращение мартенсита при нагреве (отпуске): Fea (C) > Fea + Fe3 C или М > П. Описание структурных превращений, происходящих в стали при термической обработке, является одновременно и теорией термической обработки. Превращение перлита в аустенит – необходимый этап для многих видов термической обработки. 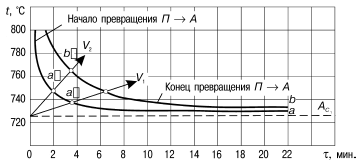 Рис. 9. Диаграмма изотермического превращения перлита (П) в аустенит Сталь с содержанием (А) углерода 0,8 %. Превращение перлита в аустенит реализуется при нагреве выше значения Ас 1, причем с повышением температуры оно непрерывно ускоряется. При непрерывном нагреве с различной скоростью лучи v1 и v2 превращения начинаются в точке а' (а' ) и заканчиваются в точке b' (b' ), которая тем выше, чем больше скорость нагрева. В связи с этим чем быстрее нагрев, тем выше должна быть температура нагрева стали, для того чтобы вызвать полное превращение перлита в аустенит, включая полное растворение карбидов и гомогенизацию аус—тенита. В интервале между точками а'Ь' (a» b») превращение идет с разной скоростью, но приблизительно в середине интервала превращение идет с сильным поглощением теплоты настолько бурно, что на кривой нагрева образуется площадка Это обычно и есть экспериментально определяемая температура превращения Ас1. При исходной перлитной структуре образование аустени—та идет из многих центров, и тотчас после окончания превращения перлита в аустенит образуется мелкозернистый аус—тенит. Дальнейший нагрев ведет к росту зерна аустенита, осуществляемого по одному из следующих механизмов: путем слияния мелких зерен в крупные, путем миграции границ зерен. Процесс слияния происходит при более низкой температуре (от +900 до +1000 °C), чем миграция (> +1100 °C), но приводит к образованию отдельных более крупных зерен, т. е к разнозернистости. При термической обработке механические свойства стали могут изменяться в очень широких пределах. Так, например, твердость стали, содержащей 0,8 % углерода, после такой обработки возрастает до 160–600 МВ. 3. Диаграмма изотермического превращения аустенита На рис. 10 представлена диаграмма изотермического превращения аустенита стали, содержащей 0,8 % углерода. По оси ординат откладывается температура. По оси абсцисс – время. 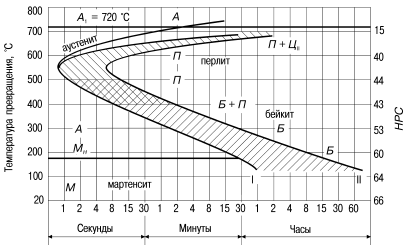 Рис. 10. Диаграмма изотермического превращения аустенита стали, содержащей 0,8 % углерода Для изучения изотермического превращения аустенита небольшие образцы стали нагревают до температур, соответствующих существованию стабильного аустенита, т. е. выше критической точки, а затем быстро охлаждают, например до +700, +600, +500, +400, +300 °C и т. д., и выдерживают при этих температурах до полного распада аустенита. Изотермическое превращение аустенита эвтектоидной стали происходит в интервале температур от +727 до +250 °C (температуры начала мартенситного превращения – Мн). На диаграмме – две С—образные кривые. Кривая I указывает время начала превращения, кривая II – время конца превращения переохлажденного аустенита. Период до начала распада аустенита называют инкубационным. При +700 °C превращение аусте—нита начинается в точке а и заканчивается в точке b, в результате этого процесса образуется перлит. При температуре +650 °C распад аустенита происходит между точками а1 и b1 . В этом случае образуется сорбит – тонкая (дисперсная) механическая смесь феррита и цементита. Сталь, в которой доминирует структура сорбита, имеет твердость 30–40 HRC. Такая сталь обладает высокой прочностью и пластичностью. Устойчивость аустенита в значительной мере зависит от степени переохлаждения. Наименьшую устойчивость аустенит имеет при температурах, близких к +550 °C. Для эвтектоид—ной стали время устойчивости аустенита при температурах от + 550 до +560 °C – около 1 с. По мере удаления от температуры +550 °C устойчивость аустенита возрастает. Время устойчивости при +700 °C составляет 10 с, а при +300 °C – около 1 мин. При охлаждении стали до +550 °C (точки начала и конца распада – a2 и b2 соответственно – на диаграмме) аусте—нит превращается в троостит – смесь феррита и цементита, которая отличается от перлита и сорбита высокой степенью дисперсности составляющих и обладает повышенной твердостью (40–50 HRC), прочностью, умеренной вязкостью и пластичностью. Ниже температуры +550 °C в результате промежуточного превращения аустенита (в температурном интервале, расположенном ниже перлитного, но выше мартенси—тного превращения) образуется структура бейнита, состоящая из смеси насыщенного углеродом феррита и карбидов (цементита). При медленном охлаждении аустенит превращается в перлит, а при большой скорости охлаждения переохлажденный аустенит полностью переходит в сорбит. При еще больших скоростях охлаждения образуется новая структура – троостит. При наибольших скоростях охлаждения образуется только мартенсит, т. е. пересыщенный твердый раствор углерода в? – железе. Скорость охлаждения, при которой из аусте—нита образуется только мартенсит, называют критической скоростью закалки. Аустенит, который сохраняется в структуре стали при комнатной температуре наряду с мартенситом, называют остаточным. Закаленные высоколегированные стали содержат остаточный аустенит в больших количествах, а низкоуглеродистые его почти не имеют. 4. Виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация Термическую обработку металлов и сплавов, а также изделий из них применяют для того, чтобы вызвать необратимое изменение свойств вследствие необратимого изменения структуры. Термическая обработка подразделяется на следующие виды: собственно термическая, химико—термическая и деформационно—термическая. Собственно термическая обработка не предусматривает какого—либо иного воздействия, кроме температурного. Если при нагревах изменяется состав металла (сплава) – его поверхностных слоев – в результате взаимодействия с окружающей средой, то такая термическая обработка называется химико—термической (ХТО), а если наряду с температурным воздействием производится еще и деформация, вносящая соответствующий вклад в изменение структуры, то такая термическая обработка называется деформационно—термической. В свою очередь деформационно—термическая обработка подразделяется на термомеханическую (ТМО), меха—нотермическую (МТО) и др. Разные виды деформационно—термической обработки разделяются в зависимости от характера фазовых превращений и способа деформации. Собственно термическая обработка подразделяется на: отжиг первого и второго рода, закалку с полиморфным превращением и закалку без полиморфного превращения, отпуск и нормализацию. Отжиг вообще – это процесс термической обработки, при котором металл сначала нагревают до определенной температуры, выдерживают заданное время при этой температуре, а затем медленно охлаждают, чаще всего вместе с печью. Отжиг первого рода – нагрев металла, который имеет неустойчивое состояние в результате предшествовавшей обработки (кроме закалки), приводящий металл в более устойчивое состояние. Основные подвиды: гомогенизационный отжиг, рекристаллизационный отжиг, отжиг для снятия внутренних напряжений. Отжиг второго рода – нагрев выше температуры превращения с последующим медленным охлаждением для получения стабильного структурного состояния сплава. Закалка с полиморфным превращением – нагрев выше температуры полиморфного превращения с последующим достаточно быстрым охлаждением для получения структурно—неустойчивого состояния. Закалка без полиморфного превращения – нагрев до температур, вызывающих структурные изменения (чаще всего для растворения избыточной фазы) с последующим быстрым охлаждением для получения структурно—неустойчивого состояния – пересыщенного твердого раствора. Отпуском называется процесс термической обработки, при котором закаленная сталь нагревается ниже критической точки Ас1, выдерживается определенное время, а затем охлаждается. Нормализация – один из видов термической обработки При нормализации сталь нагревают до температур, на 30–50 °C превышающих верхние критические температуры, затем выдерживают необходимое время, а потом охлаждают на спокойном воздухе для получения тонкопластинчатой перлитной структуры. От отжига нормализация отличается более быстрым охлаждением. 5. Поверхностная закалка Поверхностной называется такая закалка, при которой высокую твердость приобретает лишь часть поверхностного слоя стали или сплава. Она отличается от других способов закалки методом нагрева. При такой обработке до температуры закалки нагревают только поверхностный слой изделия. Причем при быстром охлаждении лишь этот слой подвергается закалке. Остальная часть не закаливается и сохраняет структуру и свойства, которые были до закалки. В настоящее время наибольшее распространение получила поверхностная закалка с индукционным нагревом токами высокой частоты. Этот метод термической обработки создает предпосылки для комплексной механизации и автоматизации процесса закалки. Индукционный нагрев металла достигается путем индуцирования вихревых токов, которые сосредоточиваются в поверхностном слое изделия и нагревают его на определенную глубину. Продолжительность нагрева токами высокой частоты весьма мала – она исчисляется секундами. При закалке небольших изделий производят нагрев и охлаждение всей их поверхности. Закалку изделий значительной длины проводят непрерывно—последовательным нагревом. Для охлаждения применятся вода. Для поверхностной закалки крупных изделий в единичном и мелкосерийном производстве, а также при ремонтных работах применяют нагрев пламенем, чаще всего ацетиленокисло—родным, температура которого равна +3150 °C. При этом методе закалки толщина закаленного слоя составляет 2–5 мм, твердость его такая же, как при обычной закалке. В крупносерийном и массовом производстве при установившемся технологическом процессе, когда длительное время изготавливаются одни и те же изделия из стали определенных марок например ведущие колеса гусеничных тракторов, используется поверхностная закалка в электролите – 14–16 %-ном водном растворе кальцинированной соды. Закаливаемое изделие присоединяют к отрицательному полюсу генератора постоянного тока и опускают в ванну с электролитом. Погруженное на заданную глубину изделие нагревается за несколько секунд, после чего ток выключают. Как правило, тот же электролит является и охлаждающей средой. При нагреве в электролите происходят электролитические и электроэрозионные процессы, которые очищают нагреваемую поверхность изделий от окисных пленок, ухудшающих теплопередачу. Скорость нагрева в электролите – до + 150 °C/с. Существует еще метод импульсной поверхностной закалки. При нем применяют высокочастотные генераторы, работающие в импульсном режиме, конденсаторы, аппаратуру для точечной сварки или лазерные установки. Такая закалка позволяет исключить деформации, трещины, повысить коррозионную стойкость деталей, заменить в некоторых случаях легированную сталь на углеродистую. Кроме вышеперечисленных способов поверхностной закалки, применяется поверхностная закалка в псевдоожижен—ной среде. Псевдоожиженная среда («кипящий» слой) представляет собой твердые частицы кварцевого песка или другого сыпучего материала, интенсивно перемешиваемого воздушным или газовым потоком. Эту же среду используют и для охлаждения. 6. Химико—термическая обработка: цементация, нитроцементация Для изменения химического состава, структуры и свойств поверхностного слоя деталей осуществляется их тепловая обработка в химически активной среде, называемая химико—термической обработкой. При ней происходят следующие процессы: распад молекул и образование атомов диффундирующего элемента (диссоциация), поглощение атомов поверхностью (адсорбция) и проникновение атомов вглубь металла (диффузия). Цементация – диффузионное насыщение поверхностного слоя детали углеродом. После цементации выполняется термическая обработка – закалка и низкий отпуск. Такие детали должны иметь твердую закаленную поверхность, хорошо сопротивляющуюся истиранию, и вязкую сердцевину, способную выдерживать динамические нагрузки Цементации подлежат детали из стали, содержащей до 0,3 % углерода. Поверхность деталей насыщается углеродом в пределах от 0,8 до 1 % цементации, осуществляется в твердых, жидких и газообразных средах. В качестве карбюризатора в частности служит смесь древесного угля (60–90 %) и углекислых солей бария (BaCO3) и натрия (NaCO3). При нагреве углерод древесного угля соединяется с кислородом воздуха, образуя окись углерода (CO), которая разлагается с образованием атомарного углерода, диффундирующего в деталь: 2COCO2 + Cатомарный. С повышением температуры и времени выдержки толщина цементированного слоя увеличивается, глубина его достигает 0,5–2 мм на каждые 0,1 мм толщины слоя, требуется выдержка около 1 ч. При массовом и крупносерийном производствах хорошие результаты дает газовая цементация в специальных герметически закрытых печах. По сравнению с цементацией в твердом карбюризаторе газовая цементация дает возможность повысить скорость процесса, увеличить пропускную способность оборудования и производительность труда. После цементации детали подвергают термической обработке для обеспечения высокой твердости поверхности, исправления структуры перегрева и устранения карбидной сетки в цементированном слое. Закалку производят при температуре +780–850 °C с последующим отпуском при +150–200 °C. Нитроцементацией называется процесс химико—термической обработки, при котором происходит одновременное насыщение поверхностных слоев стальных изделий углеродом и азотом в газовой среде. После нитроцементации детали закаливают и затем подвергают низкому отпуску при температуре от +160 до +180 °C. Твердость поверхностного закаленного и нитроцементированного слоя – 60–62 HRC. При нитроце—ментации совмещают процессы газовой цементации и азоти рования. В газовую смесь входят эндогаз, до 13 % природного газа и до 8 % аммиака. В рабочее пространство шахтной печи вводят в виде капель жидкий карбюризатор – триэтаноламин. Для легированных сталей процесс нитроцементации выполняют в атмосфере с минимальным количеством аммиака – до 3 %. 7. Химико—термическая обработка: азотирование, ионное азотирование Химико—термическая обработка – азотирование применяется с целью повышения твердости поверхности у различных деталей – зубчатых колес, гильз, валов и др. изготовленных из сталей 38ХМЮА, 38ХВФЮА, 18Х2Н4ВА, 40ХНВА и др. Азотирование – последняя операция в технологическом процессе изготовления деталей. Перед азотированием проводят полную термическую и механическую обработку и даже шлифование, после азотирования допускается только доводка со съемом металла до 0,02 мм на сторону. Азотированием называется химико—термическая обработка, при которой происходит диффузионное насыщение поверхностного слоя азотом. В результате азотирования обеспечиваются: высокая твердость поверхностного слоя (до 72 HRC), высокая усталостная прочность, теплостойкость, минимальная деформация, большая устойчивость против износа и коррозии. Азотирование проводят при температурах от +500 до +520 °C в течение 8–9 ч. Глубина азотированного слоя – 0,1–0,8 мм. По окончании процесса азотирования детали охлаждают до +200–300 °C вместе с печью в потоке аммиака, а затем – на воздухе. Поверхностный слой не поддается травлению. Глубже него находится сорбитообразная структура. В промышленности широко применяется процесс жидкостного азотирования в расплавленных цианистых солях. Толщина азотированного слоя – 0,15—0,5 мм. Азотированный слой не склонен к хрупкому разрушению. Твердость азотированного слоя углеродистых сталей – до 350 HV, легированных – до 1100 HV. Недостатки процесса – токсичность и высокая стоимость цианистых солей. В ряде отраслей промышленности используется ионное азотирование, которое имеет ряд преимуществ перед газовым и жидкостным. Ионное азотирование осуществляется в герметичном контейнере, в котором создается разреженная азотсодержащая атмосфера. Для этой цели применяются чистый азот, аммиак или смесь азота и водорода. Размещенные внутри контейнера детали подключают к отрицательному полюсу источника постоянной электродвижущей силы Они выполняют роль катода. Анодом служит корпус контейнера. Между анодом и катодом включают высокое напряжение (500—1000 В) – происходит ионизация газа. Образующиеся положительно заряженные ионы азота устремляются к отрицательному полюсу – катоду. Возле катода создается высокая напряженность электрического поля. Высокая кинетическая энергия, которой обладали ионы азота, переходит в тепловую. Деталь за короткое время (15–30 мин) разогревается до от +470 до +580 °C, происходит диффузия азота вглубь металла, т. е. азотирование. Ионное азотирование по сравнению с азотированием в печах позволяет сократить общую продолжительность процесса в 2–3 раза, уменьшить деформацию деталей за счет равномерного нагрева. Ионное азотирование коррозионно—стойких сталей и сплавов достигается без дополнительной депассивирующей обработки. Толщина азотированного слоя – 1 мм и более, твердость поверхности – 500—1500 HV. Ионному азотированию подвергают детали насосов, форсунок, ходовые винты станков, валы и многое другое. |
|
||
|
Главная | В избранное | Наш E-MAIL | Добавить материал | Нашёл ошибку | Другие сайты | Наверх |
||||
|
|
||||