|
||||
|
|
Славянов Николай Гаврилович
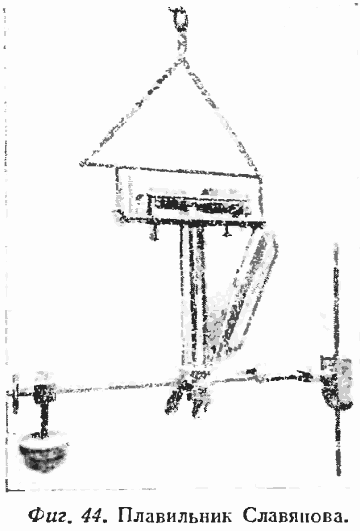
ГЛАВА ДЕВЯТАЯ НИКОЛАЙ ГАВРИЛОВИЧ СЛАВЯНОВ (1854–1897) Способ электросварки, предложенный Н. Н. Бенардосом, обладал, при всех своих достоинствах, и многими недостатками. Одним из основных недостатков были опасность порчи металла под влиянием высокой температуры угольного электрода, а также сильное обуглероживание металла в месте сварки за счет угольных частиц, попадающих в расплавленный металл от накаленного до высшей температуры угольного стержня. Н. Г. Славянов, как металлург по специальности, хорошо знакомый со свойствами металла, предложил для сварки свой способ, у которого отсутствовали эти главные недостатки способа Н. Н. Бенардоса. Николай Гаврилович Славянов по образованию — горный инженер, по специальности — металлург, работал всю жизнь на металлургических заводах Урала. Родился Николай Гаврилович в 1854 г. в Задонском уезде Воронежской губернии. Курс Воронежской гимназии он кончил с золотой медалью и поступил в 1872 г. в Горный институт в Петербурге, в котором в 1877 г. получил звание горного инженера. Еще во время пребывания студентом в Горном институте Николай Гаврилович обращал на себя внимание и товарищей и профессоров своими способностями и настойчивостью в работе. Студенческие проекты его часто заслуживали особые похвальные отзывы. Те же качества Славянов проявил и в дальнейшей своей деятельности. По окончании курса в Институте молодой Славянов был направлен на работу в Воткинский завод. Уже после нескольких месяцев работы на заводе Николай Гаврилович убедился, что если бы в заводской практике были применены некоторые электрические приспособления, то производство могло бы от этого много выиграть. Конечно, нужных электрических приборов, на заводе, да и вообще в России Славянов добыть не мог, и он решил сам начать проектировать и строить нужные ему электрические приспособления. Разумеется, в Горном институте в начале 70-х годов прошлого века ни о каком преподавании электротехники не могло быть и речи, и Славянов вышел из Института лишь с теми небольшими сведениями по электричеству, которые сообщались в курсе физики. Но это не испугало молодого инициативного инженера. Он сам взялся за изучение электротехники по книгам и журналам и скоро сам начал рассчитывать и конструировать электротехнические приборы. Начав с конструкции специального коммутатора, Николай Гаврилович скоро уже мог приступить к конструированию даже динамомашины. Особенно его деятельность в области электротехники развилась после перехода его на Пермский пушечный завод в Мотовилихе (близ Перми, теперь г. Молотова). На этом заводе он начал устраивать электрическое освещение, применять электрическую энергию для электрометаллургических процессов и т. п. Для этой же цели ему пришлось самому проектировать и изготовлять электрические дуговые лампы, разрабатывать типы электропроводки из полосового железа и проектировать и строить, динамомашины. Дуговые лампы системы Н. Г. Славянова, о которых мало кто и знал, освещали завод в Мотовилихе еще много лет после смерти Славянова. Динамомашины, рассчитанные и построенные им у себя на заводе в середине 80-х годов, работали на заводе еще в самом конце 90-х годов, а может быть, еще и позже. На заводе в Мотовилихе Славянов и начал работать над применением электрической дуги для целей машиностроения. Свое изобретение он назвал «электрической отливкой металлов», так как первоначально он применял дугу именно для небольших отливок, главным образом, для ремонта частей машин, для исправления брака при отливках и т. п. «Электрическая отливка металлов, — пишет Славянов в своей брошюре под названием «Электрическая отливка металлов», — заключается главнейшим образом в наливании расплавленного электрическим током металла на поверхность металлической веши, причем эта часть также более или менее расплавленная и соединяется (сливается) с наливаемым металлом в высшей степени совершенно. Металл обрабатываемой вещи и отливаемый металл могут быть одинаковые или различные. Отливаемым металлом служит металлический стержень, который вместе с тем составляет один из электродов вольтовой дуги». Основное различие между способами применения вольтовой дуги, предложенными Бенардосом и Славяновым, заключалось в том, что угольный электрод Бенардоса заменен у Славянова металлическим, в результате плавления которого получается нужный для работы жидкий металл. Применением плавящегося металлического электрода были устранены и возможности слишком большого повышения температуры обрабатываемого предмета и опасность обуглероживания металла. Вместе с тем создана была возможность применения расплавляемого дугой металлического электрода в качестве материала для отливок. Метод Славянова, т. е. работу с металлическими электродами, оказалось возможным использовать и для сварки металлических частей. В дальнейшем Славянов стал применять для некоторых операций, например для уплотнения стальных отливок, и угольный электрод. Таким образом, способы электрической обработки металлов, предложенные Бенардосом и Славяновым, в этом отношении сблизились, так как оба изобретателя стали применять и угольные и металлические электроды. Однако, первоначально, тогда как Бенардос предложил свой способ, как способ электрической сварки, Славянов предложил свой способ, как способ электрической отливки, соответственно чему и назвал его «электрической отливкой металлов». Согласно первоначальному предложению Славянова изобретенная им электрическая отливка металлов заключалась, главным образом, в наливании расплавленного электрическим током металла на какую-нибудь металлическую поверхность и в приливании недостающих частей в каком-нибудь металлическом изделии. Исправляемое место заключалось в обычную литейную форму и заливалось металлом электрода. По своему способу Славянов предлагал наливать или приливать или тот же самый металл, из которого сделан обрабатываемый предмет, или же какой-либо другой. Из металла, который наливается или приливается, изготовляются стержни различного диаметра, смотря по силе тока, которым предполагается пользоваться. Такие стержни вставляются в особого рода автоматический регулятор, сконструированный Славяновым и названный им «электрическим плавильником».
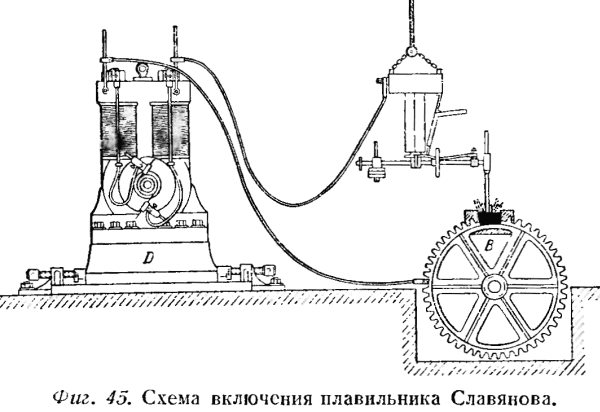
Этот плавильник (фиг. 44) во всем подобен в принципе дифференциальным регуляторам для дуговых ламп, например, регулятору в лампе Чиколева или в лампе самого Славянова. Регулятор поддерживает постоянство дуги между электродом и обрабатываемым изделием. Последовательно и параллельно включенные в цепь дуги катушки располагаются в «плавильнике» горизонтально и действуют в противоположных направлениях на подвижной горизонтальный же сердечник, сочлененный посредством рычажной передачи с зажимом, в котором укрепляется стержень-электрод. Значительные перемещения стержня вверх и вниз выполняются посредством соединенной с электрододержателем горизонтальной оси, приводимой во вращение маховичком, укрепленным на конце этой оси, противоположном электроду. Регулятор плавильника поддерживает длину дуги, поднимая или опуская на небольшую высоту конец электрода. Опускание электрода-стержня по мере его плавления производится от руки посредством того же маховичка. При разработке «плавильника» Славянову очень помог опыт, полученный им при конструировании дуговых ламп для освещения своего завода, приобретенный им в первые годы работы на заводах. На фиг. 45 изображена схема включения плавильника в цепь машины, данная Н. С. Славяновым в его брошюре «Электрическая отливка металлов». Для своих работ Славянов применял токи силой от 200 до 1000 а при напряжении 50–75 в. Диаметр плавящегося электрода был 7–12 мм. Эти величины весьма близки к применяющимся и теперь.
Имея автоматический регулятор-плавильник, Славянов сразу отказался от применения батареи аккумуляторов для питания дуги и питал дугу непосредственно от динамомашины, сильно упростив этим всю установку. Как известно, к этому способу питания перешел в конце концов и Бенардос, после того как стали конструироваться для сварки динамомашины со специальными свойствами. Славянову пришлось самому конструировать динамо-машину для своей первой заводской электроплавильной установки. Николай Гаврилович, вспоминая этот период своей деятельности, рассказывал, что, не имея подходящей динамомашины, он решил использовать имевшуюся на заводе старую машину Эдисона и переконструировать ее для надобностей электроплавки. Результаты оказались удовлетворительными, и машина эта долго работала на заводе, позволяя выполнять самые разнообразные работы, для которых Славянов применял свою электрическую отливку. В своей брошюре «Электрическая отливка металлов», изданной в 1891 г., Славянов перечисляет следующие работы, которые могут быть выполнены при помощи изобретенного им способа электрической обработки металлов. «1. Заливание пустот в металлических вещах, например раковин в чугунных и медных отливках, а также случайно пробитых или ненужных сквозных отверстий в каких угодно металлических вещах. 2. Заливание трещин в металлических вещах. 3. Сливание друг с другом двух предметов или двух частей одной сломанной вещи. 4. Приливание отломанных частей металлической вещи, например зубцов у зубчатых колес и пр., а также недостающих частей вследствие неудачной отливки, отковки или механической отделки. Последнее применение имеет большое значение при отковке деталей сложной формы, вещей, которые по необходимости приходится ковать с большим запасом на отделку из боязни, что не выйдут некоторые размеры; вследствие большого запаса происходит при механической отделке их большой падший вес, что главнейшим образом и возвышает чрезмерную стоимость всякой сложной формы; имея же в распоряжении электрическую отливку, можно ковать подобные вещи с незначительным запасом на отделку, зная, что все недостающие части можно пополнить металлом впоследствии. 5. Можно еще, при помощи электрической отливки, исправлять изношенные (световые) поверхности машинных частей наливанием на них металла и изношенные конические или клинообразные предметы наливанием металла на толстый конец, после чего тонкий можно отрезать. 6. Можно вообще наращивать слои металла на металлический предмет для какой бы то ни было цели, например, для уменьшения коэффициента трения, наливать слой бронзы на трущуюся поверхность или же, для уменьшения способности изнашиваться, наливать слой твердого или более прочного металла и пр. 7. С помощью электрической отливки можно обратить белый твердый чугун в серый мягкий в желаемом месте. Эта работа имеет применение для размягчения жестких острых кромок чугунных отливок и дает возможность отливать вещи из чугуна, мало пригодного для литья. 8. Можно отливать целые небольшие вещи в некоторых исключительных случаях, например, в таких местах, где нет печей для расплавления металла, на фабриках, отдаленных от литейных заводов, на судах во время плавания и пр. 9. Как вспомогательное средство на литейной фабрике электрическая отливка значительно облегчит и улучшит приливание больших количеств чугуна к чугунным вещам (например, отломанных шеек к прокатным валкам) и дает возможность приливать большие количества стали к стальным, железным и чугунным вещам, что до настоящего времени представляло невозможную работу». Славянов обращает особенное внимание на то, что при применении его способа: «А. Отлитый металл можно получать приблизительно желаемого химического состава и твердости и весьма хорошего качества, непережженный по той причине, что под вольтовой дугой получается совершенно жидкая металлическая ванна, в которой все окислы свободно всплывают на поверхности». «Б. Прочность соединения, слияния (но не спайки и не сварки, потому что отливаемый металл и соприкасающиеся с ним частицы поверхности металлической вещи соединяются в совершенно жидком виде) не менее 100 %, т. е. в месте слияния вещь будет не менее прочна, чем в остальных своих частях». Далее Славянов в своей брошюре пишет: «Эксплоатация электрической отливки, с помощью которой можно производить работы, считавшиеся до настоящего времени невозможными, принесет следующие выгоды: 1) Исправление неудавшихся новых и пришедших в негодность старых вещей будет обходиться, за редкими исключениями, гораздо дешевле приготовления новых вещей. 2) Время, потребное для исправления с помощью электрической отливки негодной вещи, несравненно меньше времени, необходимого для приготовления новой, что часто имеет очень большое значение, как, например, при поломке действующих заводских, пароходных и других машин, при забраковании вещи, которая должна быть приготовлена к известному истекающему сроку, и проч.». Очевидно, Славянову приходилось выслушивать часто мнения о дороговизне предлагаемой им электрической отливки, поэтому он заканчивает свою брошюру словами: «На основании этого (опыта) можно сказать, что электрическое освещение, установленное попутно с электрической отливкой (причем одна и та же машина может ночью освещать, а днем отливать), по меньшей мере будет стоить заводу очень дешево, а в некоторых случаях не только совсем окупится, но, сверх того, доставит чистую прибыль». Последняя фраза ясно характеризует масштаб производства даже самых крупных металлургических, особенно уральских, заводов того времени. Славянов приводит даже некоторые цифры для Пермского пушечного завода (в Мотовилихе): в течение января и февраля содержание электрического цеха завода, включая электрическое освещение (700 ламп накаливания), обошлось за два месяца около 1700 руб., тогда как применение на заводе электрической отливки дало экономию в 1780 руб. 48 коп. Будучи начальником большого Пушечного завода, Славянов имел возможность производить крупные опыты и, кроме того, применять свой способ в достаточно крупных масштабах для самых разнообразных целей. Расположение завода на крупной судоходной артерии (р. Каме) обуславливало часто характер работ Славянова: ему приходилось применять свою «электрическую отливку» для ремонта пароходных машин, валов и т. д. Сохранились чертежи и описания многих из первых работ Славянова. Все материалы показывают, что уже сам Славянов выполнял многие из тех работ, которые десятилетиями позже стали выполняться за границей.
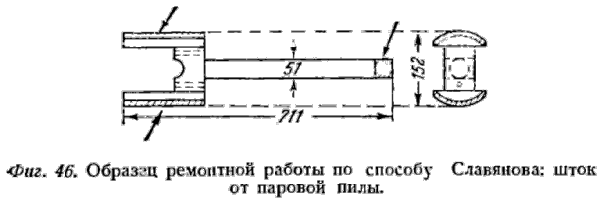
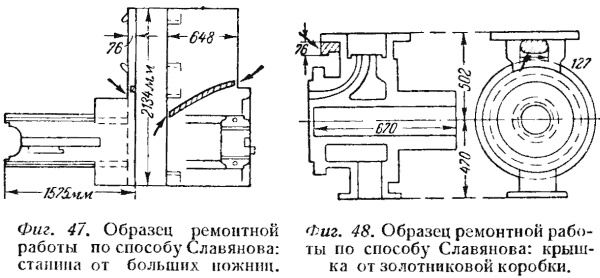
На приведенных фигурах показаны некоторые характерные работы, выполненные Славяновым. На фиг. 46 приведены результаты ремонта поршневого штока от паровой пилы: прилит отломленный конец штока и облита бронзой поверхность ползуна. На фиг. 47 изображена исправленная станина от большой ножницы прокатной фабрики (весом около 2,5 т), к которой прилита отломленная подошва (длина излома около 1 м).
На фиг. 48— отремонтированная крышка от золотниковой коробки 3-тонного молотка. На фиг. 49 представлена рама от пароходной машины, отремонтированная самим Славяновым, фотография которой подарена им Ленинградскому политехническому институту. У отремонтированной рамы стоит Славянов.
Эти примеры показывают, что Славянов применял свое изобретение для достаточно крупных и разнообразных работ, вполне сравнимых с работами, для которых иностранные фирмы стали применять электрическую отливку многими годами позже. Надо отметить, что Славянов предложил применять нагрев вольтовой дугой и для другой специальной цели, именно для уплотнения крупных металлических отливок, в частности, стальных, применяемых для изготовления артиллерийских орудий. Как известно, при отливке больших стальных болванок в массе металла образуются песочины и шлаковины, т. е. небольшие пустоты, наполненные шлаками и посторонними землистыми веществами, а также пузыри и раковины, т. е. пустоты, наполненные газами. Их присутствие понижает качество отливки и в некоторых случаях делает отливку непригодной для цели, для которой она предназначалась. Для улучшения качества отливки, а также для уменьшения усадочной воронки применяются разные и химические и механические (прессование) способы. Все они или не достигали полностью своей цели, или являлись сложными и дорогими. Славянов после ряда опытов предложил электрический способ уплотнения отливок, состоящий в том, что отлитый в форму металл раньше, чем он начнет застывать и пока он еще совершенно жидок, подогревают в верхней его части при помощи вольтовой дуги и тем не дают этой части металла застыть раньше других частей. Таким образом, металл застывает постепенно снизу вверх и все газы, выделяющиеся из массы металла, свободно выходят сквозь жидкую верхнюю поверхность. Вследствие этого в массе металла при застывании не образуется пустот, и отливка получается весьма плотной. При уплотнении отливок дугой отрицательным электродом служит угольный стержень, вставляемый в плавильник, положительным — поверхность отливки. Свой способ уплотнения отливок Славянов предложил еще в 1890 г., но развил и усовершенствовал его в 1894 и 1895 гг., когда на заводе потребовалось уплотнять очень массивные стальные отливки. По своему способу Славянов уплотнил стальные отливки весом 10–12 т. Уплотнение таких отливок продолжалось около. 5 час. Дуга питалась током около 800 а при напряжении около 75 в. По данным, сообщенным изобретателем на Общем собрании Русского технического общества 15 апреля 1895 г., электрическое уплотнение значительно понижает стоимость крупных стальных отливок. Так, пуд (16 кг) неуплотненной мартеновской стали обходится на 15 коп. дороже уплотненной, пуд же неуплотненной тигельной стали на 1 руб. 27 коп. дороже уплотненной, при цене неуплотненной стали мартеновской 1 руб. 24,5 коп., а тигельной 5 руб. 77 коп. за пуд. На фиг. 50 изображены разрезы уплотненных и неуплотненных стальных болванов, изготовленных Славяновым на Пермском заводе (подлинная фотография принадлежит Ленинградскому политехническому институту).
Славянов придавал очень большое практическое значение возможности прочно сливать два разнородных металла и наливать один металл на другой. Работе над этим вопросом он посвятил много времени. В Электротехническом музее Ленинградского политехнического института сохранилась коллекция из 36 образцов, состоящих каждый из двух разнородных металлов, налитых электрическим путем один на другой, изготовленная самим Славяновым. Это — образцы, в которых налиты сталь на железо, чугун на железо, никель на железо, латунь на железо, железо на медь и т. п. Для изучения прочности соединения из каждого образца, имеющего форму цилиндра, отрезана по вертикальной плоскости половина, из которой и изготовлен образец для испытания на разрыв. Все испытания дали положительный результат: ни один образец не разорвался по месту соединения. На фиг. 51 изображен стакан, изготовленный Славяновым путем наливки 6 металлов один на другой (латунь, медь, сталь, бронза, сталь-медь, колокольная бронза), хранящийся также в Электротехническом музее Политехнического института.
Вопрос о качествах сварочного шва и металлов при электрической сварке и отливке подвергался широкому обсуждению и изучению после IV электрической выставки в Петербурге в 1892 г. На выставке демонстрировали свои изобретения оба наши изобретателя и Бенардос и Славянов. Экспертной комиссией, организованной Русским техническим обществом, оба способа были подвергнуты тщательному изучению. В целом ряде специальных лабораторий был произведен ряд металлографических, механических (на растяжение и раздробление) и химических исследований как металлов, служивших для изготовления образцов для испытаний, так и полученных из них образцов электрической сварки, электрической отливки и электрического наплавления одного металла на другой. Испытывались как специально изготовленные образцы, так и образцы изделий, полученных при практическом применении электросварки. В частности, был испытан ряд образцов, доставленных службой подвижного состава и тяги Орловско-Витебской ж. д. и Пермским пушечным заводом. Испытания дали, в общем, весьма удовлетворительные результаты. На основании этих результатов, а также сведений, собранных специальной комиссией Министерства путей сообщения, электрическая сварка (по способам Бенардоса и Славянова) была, наконец, официально разрешена для применения при ремонте подвижного состава железных дорог и механического оборудования депо и мастерских. Это было первое официальное признание электрической сварки в России. Последовательно она стала допускаться иногда официально, а иногда просто терпелась, для разных других производств, в частности, для ремонта судовых механизмов. Постепенно сварка начала внедряться и в сооружение и ремонт железных конструкций, сначала не ответственных, но затем была допущена даже для работ по усилению мостов и т. п. По существу способы электрической сварки, предложенные Бенардосом и Славяновым, были весьма близки друг к другу и преследовали почти одни и те же цели. Об этом можно заключить хотя бы из сравнения перечня целей, перечислявшихся Н. Г. Славяновым (см. выше), с предложениями Бенардоса применять «электрогефест» для заливания пустот в металлических вещах, например раковин в отливках, пробитых отверстий, заливание трещин, приливание отломанных частей, сварку листового материала, например для металлических бочек, цистерн и других сосудов и т. д., т. е. почти для тех же целей, для которых предлагал свою электрическую отливку и Славянов. Интересно отметить, что тот и другой изобретатель мечтали применить свои способы сварки для ремонта «Царь-колокола» в Кремле. Н. Н. Бенардос выпустил даже в 1892 г. специальную брошюру под названием «Исправление Царь-колокола». Оба изобретателя готовились к этой работе, производя многочисленные опыты по ремонту разного рода церковных колоколов. Обоим удавалось добиться весьма хороших результатов в смысле звука, издаваемого отремонтированными колоколами. Исправленные колокола звучали хорошо, давая полный звук без дребезжания. Оба изобретателя были готовы приступить к ремонту Царь-колокола, но ремонт этот не был разрешен и изобретателям пришлось отказаться от мысли выполнить эту работу. Несмотря на все достоинства электрической сварки как по способу Славянова, так и по способу Бенардоса, применение дуговой электрической сварки долгое время развивалось относительно медленно. Основной причиной, конечно, было недоверие, которое технологи питали к необычному процессу сварки, но и некоторые несовершенства в способах применения дуговой сварки, которые могли быть устранены только на основании опыта. Несомненно, большое значение имела неумелость как самих изобретателей, так и обществ, образовавшихся в России для эксплоатации их изобретений («Электрогефест» — для эксплоатации изобретения Бенардоса и «Русское общество электрической обработки металлов»— для эксплоатации изобретений Славянова). Однако, все же дуговая сварка постепенно завоевывала себе место в производстве и число ее применений неуклонно возрастало. Громадный толчок развитию электрической сварки дала война 1914–1918 гг. Необходимость в возможно короткие сроки изготовлять ответственное оборудование и, особенно, необходимость срочно строить транспортные суда, взамен гибнувших от немецких подводных лодок, потребовали отказа во многих случаях от раньше применявшихся технологических процессов. Взамен их в машиностроении и строительстве, например, при сооружении судовых корпусов (вместо клепки), при сооружении больших машин всякого рода (вместо отливки очень тяжелых частей), при сооружении железных каркасов зданий и т. д., начали применять электрическую сварку. Вскоре дуговая сварка как по способу Бенардоса (с угольными электродами), так и по способу Славянова (с металлическими электродами) получила во всем мире величайшее распространение. Толчок к расширению применений электрической сварки дали и усовершенствования в сварочных электрических генераторах и трансформаторах, изобретение сварочных станков, машин и т. п., в том числе автоматических, и, наконец, применение для электродов металлов соответствующих качеств, а также применения электродов с соответствующими покрытиями (обмазкой). Применение русских изобретений сделало возможным выполнение таких сооружений и работ, которые раньше считались невыполнимыми. Эти изобретения одновременно и упростили производство работ и сильно сократили время их производства, позволяя выполнять в несколько часов работу, на которую иначе потребовалось бы несколько дней. Можно, не преувеличивая, сказать, что введение электрической сварки во многих случаях коренным образом изменило технологию машиностроения, технологию сооружения металлических строительных конструкций, наконец, технологию судостроения. Но Славянов, как, и Бенардос, не дожил до такого триумфа своих изобретений. Он умер в 1897 г. еще в молодом возрасте. Ему было только 43 года. В качестве инженера он проработал всего двадцать лет (с 1877 г. по 1897 г.), но в этот короткий период он успел сделать в области электротехники столько, что его имя, как и имя Н. Н. Бенардоса в истории вольтовой дуги и ее применений, всегда будет стоять рядом с именами Петрова, Яблочкова, Чиколева. Вольтова дуга, как физическое явление, была открыта русским ученым. Русским же изобретателям принадлежит честь первых применений ее для широких промышленных целей. |
|
||
|
Главная | В избранное | Наш E-MAIL | Добавить материал | Нашёл ошибку | Другие сайты | Наверх |
||||
|
|
||||